

- 234.07 KB
- 8页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档由网友投稿或网络整理,如有侵权请及时联系我们处理。
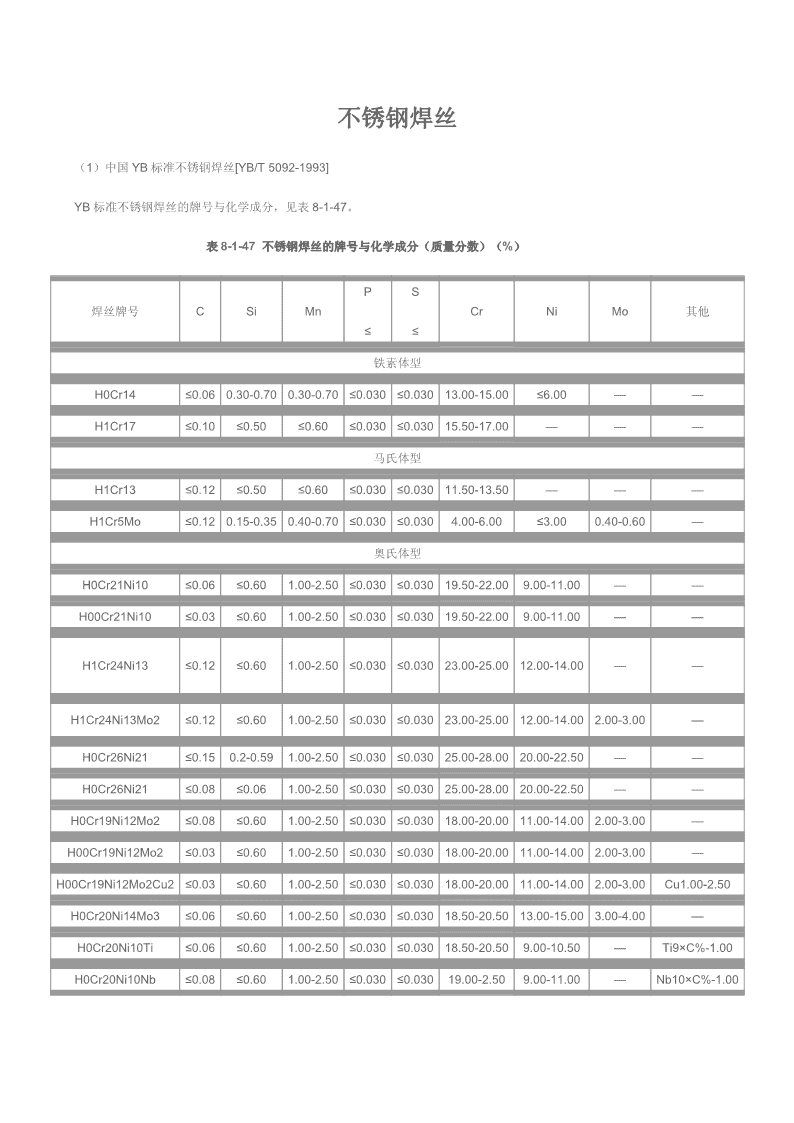
'不锈钢焊丝(1)中国YB标准不锈钢焊丝[YB/T5092-1993]YB标准不锈钢焊丝的牌号与化学成分,见表8-1-47。表8-1-47不锈钢焊丝的牌号与化学成分(质量分数)(%)PS焊丝牌号CSiMnCrNiMo其他≤≤铁素体型H0Cr14≤0.060.30-0.700.30-0.70≤0.030≤0.03013.00-15.00≤6.00——H1Cr17≤0.10≤0.50≤0.60≤0.030≤0.03015.50-17.00———马氏体型H1Cr13≤0.12≤0.50≤0.60≤0.030≤0.03011.50-13.50———H1Cr5Mo≤0.120.15-0.350.40-0.70≤0.030≤0.0304.00-6.00≤3.000.40-0.60—奥氏体型H0Cr21Ni10≤0.06≤0.601.00-2.50≤0.030≤0.03019.50-22.009.00-11.00——H00Cr21Ni10≤0.03≤0.601.00-2.50≤0.030≤0.03019.50-22.009.00-11.00——H1Cr24Ni13≤0.12≤0.601.00-2.50≤0.030≤0.03023.00-25.0012.00-14.00——H1Cr24Ni13Mo2≤0.12≤0.601.00-2.50≤0.030≤0.03023.00-25.0012.00-14.002.00-3.00—H0Cr26Ni21≤0.150.2-0.591.00-2.50≤0.030≤0.03025.00-28.0020.00-22.50——H0Cr26Ni21≤0.08≤0.061.00-2.50≤0.030≤0.03025.00-28.0020.00-22.50——H0Cr19Ni12Mo2≤0.08≤0.601.00-2.50≤0.030≤0.03018.00-20.0011.00-14.002.00-3.00—H00Cr19Ni12Mo2≤0.03≤0.601.00-2.50≤0.030≤0.03018.00-20.0011.00-14.002.00-3.00—H00Cr19Ni12Mo2Cu2≤0.03≤0.601.00-2.50≤0.030≤0.03018.00-20.0011.00-14.002.00-3.00Cu1.00-2.50H0Cr20Ni14Mo3≤0.06≤0.601.00-2.50≤0.030≤0.03018.50-20.5013.00-15.003.00-4.00—H0Cr20Ni10Ti≤0.06≤0.601.00-2.50≤0.030≤0.03018.50-20.509.00-10.50—Ti9×C%-1.00H0Cr20Ni10Nb≤0.08≤0.601.00-2.50≤0.030≤0.03019.00-2.509.00-11.00—Nb10×C%-1.00
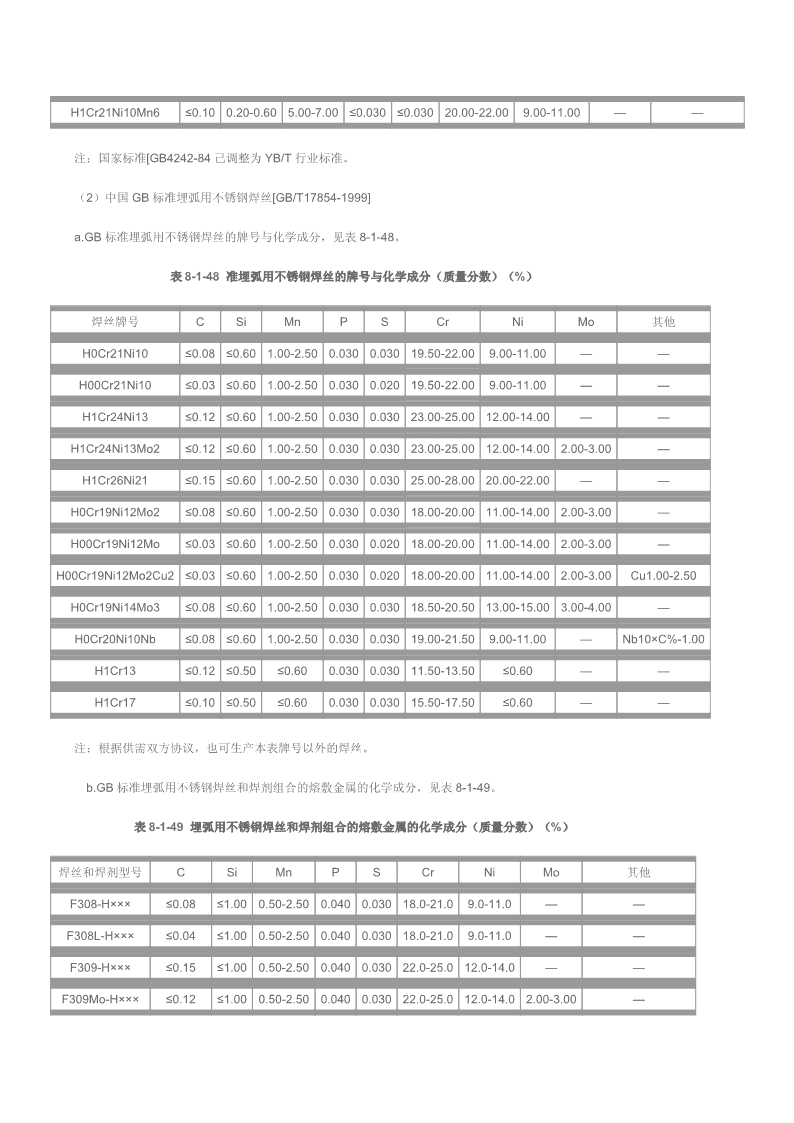
H1Cr21Ni10Mn6≤0.100.20-0.605.00-7.00≤0.030≤0.03020.00-22.009.00-11.00——注:国家标准[GB4242-84己调整为YB/T行业标准。(2)中国GB标准埋弧用不锈钢焊丝[GB/T17854-1999]a.GB标准埋弧用不锈钢焊丝的牌号与化学成分,见表8-1-48。表8-1-48准埋弧用不锈钢焊丝的牌号与化学成分(质量分数)(%)焊丝牌号CSiMnPSCrNiMo其他H0Cr21Ni10≤0.08≤0.601.00-2.500.0300.03019.50-22.009.00-11.00——H00Cr21Ni10≤0.03≤0.601.00-2.500.0300.02019.50-22.009.00-11.00——H1Cr24Ni13≤0.12≤0.601.00-2.500.0300.03023.00-25.0012.00-14.00——H1Cr24Ni13Mo2≤0.12≤0.601.00-2.500.0300.03023.00-25.0012.00-14.002.00-3.00—H1Cr26Ni21≤0.15≤0.601.00-2.500.0300.03025.00-28.0020.00-22.00——H0Cr19Ni12Mo2≤0.08≤0.601.00-2.500.0300.03018.00-20.0011.00-14.002.00-3.00—H00Cr19Ni12Mo≤0.03≤0.601.00-2.500.0300.02018.00-20.0011.00-14.002.00-3.00—H00Cr19Ni12Mo2Cu2≤0.03≤0.601.00-2.500.0300.02018.00-20.0011.00-14.002.00-3.00Cu1.00-2.50H0Cr19Ni14Mo3≤0.08≤0.601.00-2.500.0300.03018.50-20.5013.00-15.003.00-4.00—H0Cr20Ni10Nb≤0.08≤0.601.00-2.500.0300.03019.00-21.509.00-11.00—Nb10×C%-1.00H1Cr13≤0.12≤0.50≤0.600.0300.03011.50-13.50≤0.60——H1Cr17≤0.10≤0.50≤0.600.0300.03015.50-17.50≤0.60——注:根据供需双方协议,也可生产本表牌号以外的焊丝。b.GB标准埋弧用不锈钢焊丝和焊剂组合的熔敷金属的化学成分,见表8-1-49。表8-1-49埋弧用不锈钢焊丝和焊剂组合的熔敷金属的化学成分(质量分数)(%)焊丝和焊剂型号CSiMnPSCrNiMo其他F308-H×××≤0.08≤1.000.50-2.500.0400.03018.0-21.09.0-11.0——F308L-H×××≤0.04≤1.000.50-2.500.0400.03018.0-21.09.0-11.0——F309-H×××≤0.15≤1.000.50-2.500.0400.03022.0-25.012.0-14.0——F309Mo-H×××≤0.12≤1.000.50-2.500.0400.03022.0-25.012.0-14.02.00-3.00—
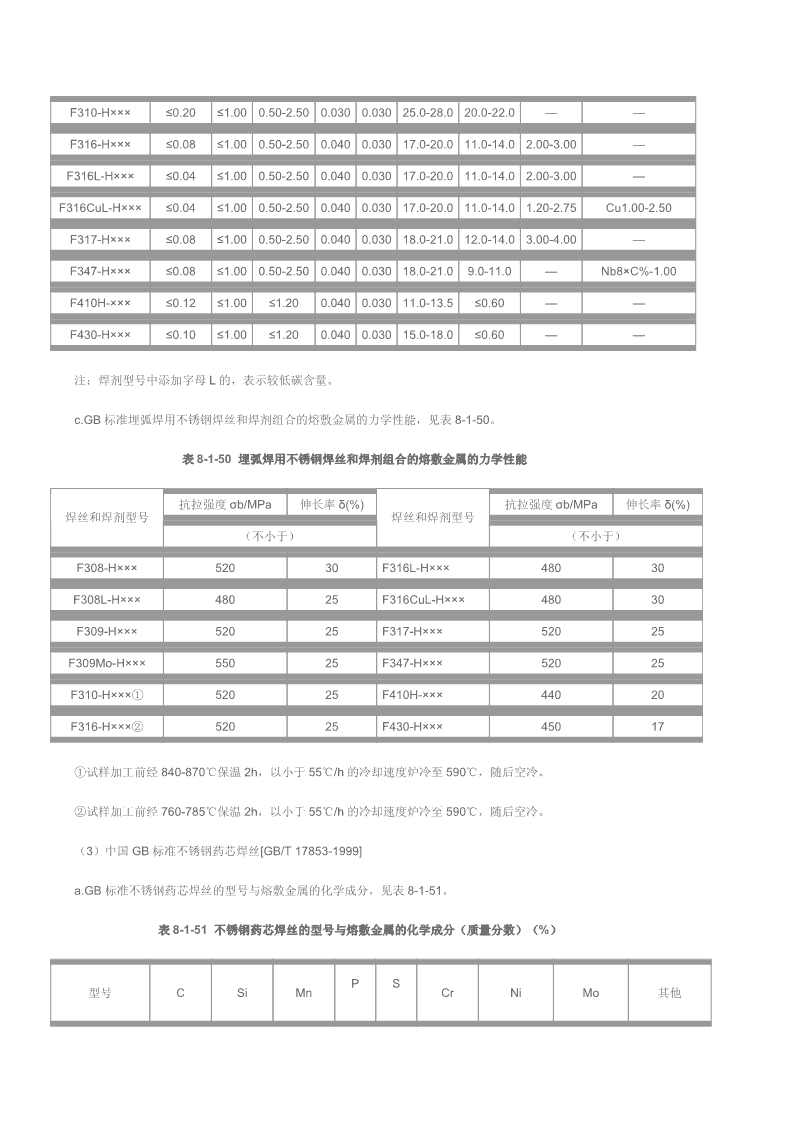
F310-H×××≤0.20≤1.000.50-2.500.0300.03025.0-28.020.0-22.0——F316-H×××≤0.08≤1.000.50-2.500.0400.03017.0-20.011.0-14.02.00-3.00—F316L-H×××≤0.04≤1.000.50-2.500.0400.03017.0-20.011.0-14.02.00-3.00—F316CuL-H×××≤0.04≤1.000.50-2.500.0400.03017.0-20.011.0-14.01.20-2.75Cu1.00-2.50F317-H×××≤0.08≤1.000.50-2.500.0400.03018.0-21.012.0-14.03.00-4.00—F347-H×××≤0.08≤1.000.50-2.500.0400.03018.0-21.09.0-11.0—Nb8×C%-1.00F410H-×××≤0.12≤1.00≤1.200.0400.03011.0-13.5≤0.60——F430-H×××≤0.10≤1.00≤1.200.0400.03015.0-18.0≤0.60——注:焊剂型号中添加字母L的,表示较低碳含量。c.GB标准埋弧焊用不锈钢焊丝和焊剂组合的熔敷金属的力学性能,见表8-1-50。表8-1-50埋弧焊用不锈钢焊丝和焊剂组合的熔敷金属的力学性能抗拉强度σb/MPa伸长率δ(%)抗拉强度σb/MPa伸长率δ(%)焊丝和焊剂型号焊丝和焊剂型号(不小于)(不小于)F308-H×××52030F316L-H×××48030F308L-H×××48025F316CuL-H×××48030F309-H×××52025F317-H×××52025F309Mo-H×××55025F347-H×××52025F310-H×××①52025F410H-×××44020F316-H×××②52025F430-H×××45017①试样加工前经840-870℃保温2h,以小于55℃/h的冷却速度炉冷至590℃,随后空冷。②试样加工前经760-785℃保温2h,以小于55℃/h的冷却速度炉冷至590℃,随后空冷。(3)中国GB标准不锈钢药芯焊丝[GB/T17853-1999]a.GB标准不锈钢药芯焊丝的型号与熔敷金属的化学成分,见表8-1-51。表8-1-51不锈钢药芯焊丝的型号与熔敷金属的化学成分(质量分数)(%)PS型号CSiMnCrNiMo其他
≤≤E307T×-×≤0.13≤1.003.30-4.750.0400.03018.0-20.59.00-10.50.50-1.50Cu≤0.50E308T×-×≤0.08≤1.000.50-2.500.040.03018.0-21.09.00-11.00≤0.50Cu≤0.50E308LT×-×≤0.04≤1.000.50-2.500.0400.03018.0-21.09.00-11.00≤0.50Cu≤0.50E308HT×-×0.04-0.08≤1.000.50-2.500.0400.03018.0-21.019.00-11.00≤0.50Cu≤0.50E308MoT×-×≤0.08≤1.000.50-2.500.0400.03018.0-21.09.00-11.02.00-3.00Cu≤0.50E308LMoT×-×≤0.04≤1.000.50-2.500.0400.03018.0-21.09.00-12.02.00-3.00Cu≤0.50E309T×-×≤0.10≤1.000.50-2.500.0400.03022.0-25.012.0-14.0≤0.50Cu≤0.50Nb0.70-1.00E309LNbT×-×≤0.04≤1.000.50-2.500.0400.03022.0-25.012.0-14.0≤0.50Cu≤0.50E309LT×-×≤0.04≤1.000.50-2.500.0400.03022.0-25.012.0-14.0≤0.50Cu≤0.50E309MoT×-×≤0.12≤1.000.50-2.500.0400.03021.0-25.012.0-16.02.00-3.00Cu≤0.50E309LMoT×-×≤0.04≤1.000.50-2.500.0400.03021.0-25.012.0-16.02.00-3.00Cu≤0.50E309LNiMoT×-×≤0.041.000.50-2.500.0400.03020.5-23.515.0-17.02.50-3.50Cu≤0.50E310T×-×≤0.20≤1.001.00-2.500.0300.03025.0-28.020.0-22.5≤0.50Cu≤0.50E312T×-×≤0.15≤1.000.50-2.500.0300.03028.0-32.08.00-10.5≤0.50Cu≤0.50E316T×-×≤0.08≤1.000.50-2.500.0400.03017.0-20.011.0-14.02.00-3.00Cu≤0.50E316LT×-×≤0.04≤1.000.50-2.500.0400.03017.0-20.011.0-14.02.00-3.00Cu≤0.50E317LT×-×≤0.04≤1.000.50-2.500.0400.03018.0-21.012.0-14.03.00-4.00Cu≤0.50Nb8×C-1.00E347T×-×≤0.08≤1.000.50-2.500.0400.03018.0-21.09.00-11.0≤0.50Cu≤0.50Ti10×C-1.50E409T×-×≤0.10≤1.00≤0.800.0400.03010.5-13.5≤0.60≤0.50Cu≤0.50E410T×-×≤0.12≤1.00≤1.200.0400.03011.0-13.5≤0.60≤0.50Cu≤0.50E410N1MoT×-×≤0.06≤1.00≤1.000.0400.03011.0-12.54.00-5.000.40-0.70Cu≤0.50Ti10×C-1.50E410NiTiT×-×≤0.04≤0.50≤0.700.0300.03011.0-12.03.60-4.50≤0.50Cu≤0.50
E430T×-×≤0.10≤1.00≤1.200.0400.03015.0-18.0≤0.60≤0.50Cu≤0.50E502T×-×≤0.10≤1.00≤1.200.0400.0304.00-6.00≤0.400.45-0.65Cu≤0.50E505T×-×≤0.10≤1.00≤1.200.0400.0308.00-10.5≤0.400.85-1.20Cu≤0.50E307T0-3≤0.13≤1.003.30-4.750.0400.03019.5-22.09.00-10.50.50-1.50Cu≤0.50E308T0-3≤0.08≤1.000.50-2.500.0400.03019.5-22.09.00-11.0≤0.50Cu≤0.50E308LT0-3≤0.03≤1.000.50-2.500.0400.03019.5-22.09.00-11.0≤0.50Cu≤0.50E308HT0-30.04-0.08≤1.000.50-2.500.0400.03019.5-22.09.00-11.0≤0.50Cu≤0.50E308MoT0-3≤0.08≤1.000.50-2.500.0400.03018.0-21.09.00-11.02.00-3.00Cu≤0.50E308LMoT0-3≤0.03≤1.000.50-2.500.0400.03018.0-21.09.00-12.02.00-3.00Cu≤0.50E308HMoT0-30.07-0.120.25-0.801.25-2.500.0400.03019.0-21.59.00-10.71.80-2.40Cu≤0.50E309T0-3≤0.10≤1.000.50-2.500.0400.03023.0-25.512.0-14.0≤0.50Cu≤0.50E309LT0-3≤0.03≤1.000.50-2.500.0400.03023.0-25.512.0-14.0≤0.50Cu≤0.50Nb0.70-1.00E309LNbT0-3≤0.03≤1.000.50-2.500.0400.03023.0-25.512.0-14.0≤0.50Cu≤0.50E309MoT0-3≤0.12≤1.000.50-2.500.0400.03021.0-25.012.0-16.02.00-3.00Cu≤0.50E309LMoT0-3≤0.04≤1.000.50-2.500.0400.03021.0-25.012.0-16.02.00-3.00Cu≤0.50E310T0-3≤0.20≤1.001.00-2.500.0300.03025.0-28.020.0-22.5≤0.50Cu≤0.50E312T0-3≤0.15≤1.000.50-2.500.0400.03028.0-32.08.00-10.5≤0.50Cu≤0.50E316T0-3≤0.08≤1.000.50-2.500.0400.03018.0-20.511.0-14.02.00-3.00Cu≤0.50E316LT0-3≤0.03≤1.000.50-2.500.0400.03018.0-20.511.0-14.02.00-3.00Cu≤0.50E316LKT0-3≤0.04≤1.000.50-2.500.0400.03017.0-20.011.0-14.02.00-3.00Cu≤0.50E317LT0-3≤0.03≤1.000.50-2.500.0400.03018.5-21.013.0-15.013.00-14.00Cu≤0.50Nb8×C-1.00E347T0-3≤0.08≤1.000.50-2.500.0400.03019.0-21.59.00-11.0≤0.50Cu≤0.50Nb10×C-1.50E409T0-3≤0.10≤1.00≤0.800.0400.03010.5-13.5≤0.60≤0.50Cu≤0.50E410T0-3≤0.12≤1.00≤1.000.0400.03011.0-13.5≤0.60≤0.50Cu≤0.50E410NiMoT0-3≤0.06≤1.00≤1.000.0400.03011.0-12.54.0-5.000.40-0.70Cu≤0.50
Nb10×C-1.50E410NiTiT0-3≤0.04≤0.50≤0.700.0300.03011.0-12.03.60-4.50≤0.50Cu≤0.50E430T0-3≤0.10≤1.00≤1.000.0400.03015.0-18.0≤0.60≤0.50Cu≤0.50E2209T0-×≤0.04≤1.000.50-2.000.0400.03021.0-24.017.50-10.02.50-4.00Cu≤0.50E2553T0-×≤0.04≤0.750.50-1.500.0400.03024.0-27.08.50-10.02.90-3.90Cu1.50-2.50E×××T×-G—————————R308LT1-5≤0.03≤1.200.50-2.500.0400.03018.0-21.09.00-11.0≤0.05Cu≤0.50R309LT1-5≤0.03≤1.200.50-2.500.0400.03022.0-25.012.0-14.0≤0.50Cu≤0.50R316LT1-5≤0.03≤1.200.50-2.500.0400.03017.0-20.011.0-14.02.00-3.00Cu≤0.50Nb8×C-1.00R347T1-5≤0.08≤1.200.50-2.500.0400.03018.0-21.09.00-11.0≤0.50Cu≤0.50注:1.当对表中给出的元素进行化学分析时,若存在其他元素(铁除外),由其总量(质量分数)不得超过0.50%。2.表中Nb含量为Nb+Ta含量。3.E×××T×-G的化学成分不规定。b.GB标准不锈钢药芯焊丝熔敷金属的力学性能,见表8-1-52.表8-1-52不锈钢药芯焊丝熔敷金属的力学性能抗拉强度σb/MPa伸长率δ(%)型号热处理(不小于)E307T×-×59030—E308T×-×55035—E308LT×-×52035—E308HT×-×55035—E308MoT×-×55035—E308LMoT×-×52035—E309T×-×55025—E309LNbT×-×52025—E309LT×-×52025—
E309MoT×-×55025—E309LMoT×-×52025—E309LNiMoT×-×52025—E310T×-×55025—E312T×-×66022—E316T×-×52030—E316LT×-×48530—E317LT×-×52020—E347T×-×52025—E409T×-×45015—E410T×-×52020—E410N1MoT×-×76015b)E410NiTiT×-×76015b)E430T×-×45020c)E502T×-×41520d)E505T×-×41520d)E308HMoT0-355030—E316LKT0-348530—E2209T0-×69020—E2553T0-×76015—E×××T×-G———R308LT1-552035—R309LT1-552030—R316LT1-578530—R347T1-552030—注:热处理栏的字母表示不同的热处理制度。a)试样加热到730-760℃保温1h后,以小于55℃/h的冷却速度炉冷至315℃,出炉空冷至室温。b)试样加热到595-620℃保温1h后,出炉空冷至室温。
c)试样加热到760-790℃保温4h后,以小于55℃/h的冷却速度炉冷至590℃,出炉空冷至室温。d)试样加热到840-870℃保温2h后,以小于55℃/h的冷却速度炉冷至315℃,出炉空冷至室温。'
您可能关注的文档
- GB4216.3-19846巴灰铸铁管法兰尺寸.pdf
- GB4216.6-8425巴灰铸铁管法兰尺寸.pdf
- GB4216.9-1984灰铸铁管法兰用石棉橡胶垫片尺寸.pdf
- GB4222-91杆端关节轴承外形尺寸和公差.pdf
- GB4234-1994外科植入物用不锈钢.pdf
- GB4236-84钢的硫印检验方法.pdf
- GB4239-91不锈钢和耐热钢冷轧钢带.pdf
- GB4241-1984焊接用不锈钢盘条.pdf
- GB4241-84焊接用不锈钢盘条.pdf
- GB4243-84锥柄长刃机用铰刀.pdf
- GB4250-84圆锥铰刀技术条件.pdf
- GB4253-84硬质合金铰刀技术条件.pdf
- GB4254-1984硬质合金可调节浮动铰刀.pdf
- GB4256-84直柄扩孔钻.pdf
- GB4260-84带导柱直柄平底锪钻.pdf
- GB4261-84带可换导柱锥柄平底锪钻.pdf
- GB4265-198490°锥面锪钻技术条件.pdf
- GB4266-84锪钻用可换导柱.pdf