

- 1.07 MB
- 99页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档由网友投稿或网络整理,如有侵权请及时联系我们处理。
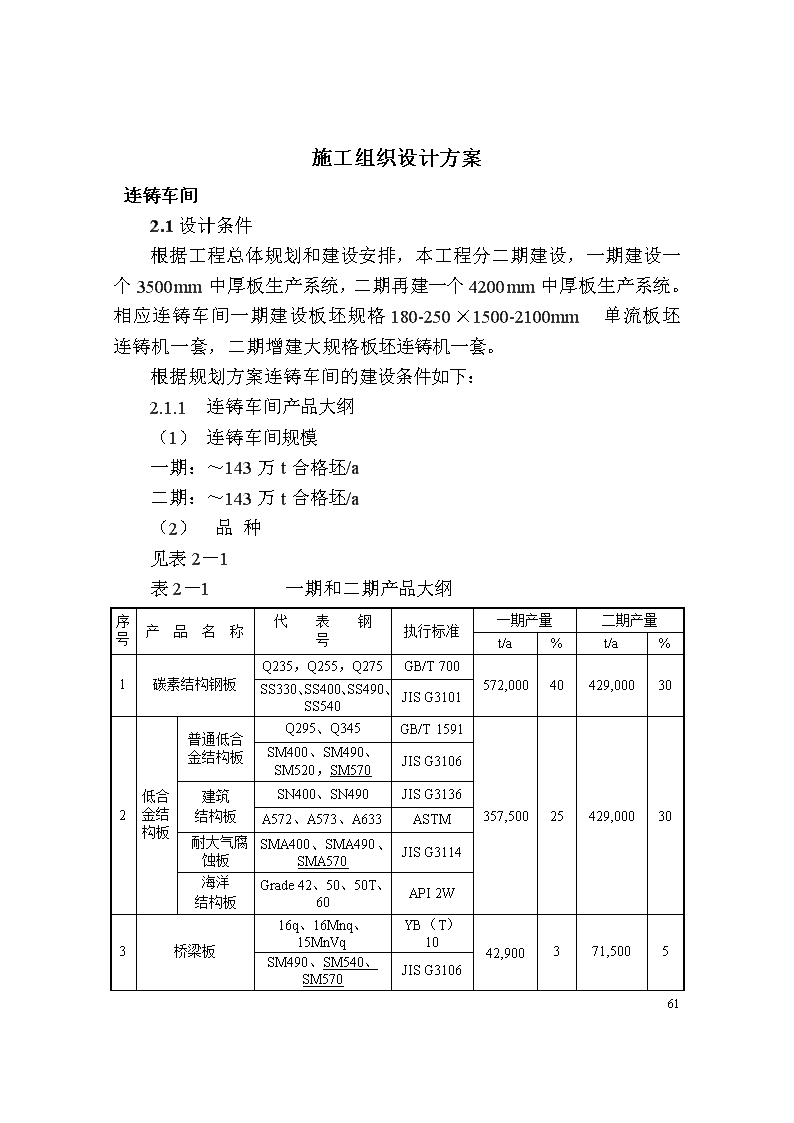
'施工组织设计方案连铸车间2.1设计条件根据工程总体规划和建设安排,本工程分二期建设,一期建设一个3500mm中厚板生产系统,二期再建一个4200mm中厚板生产系统。相应连铸车间一期建设板坯规格180-250×1500-2100mm 单流板坯连铸机一套,二期增建大规格板坯连铸机一套。根据规划方案连铸车间的建设条件如下: 2.1.1 连铸车间产品大纲(1)连铸车间规模一期:~143万t合格坯/a二期:~143万t合格坯/a(2)品种见表2-1表2-1一期和二期产品大纲序号产品名称代表钢号执行标准一期产量二期产量t/a%t/a%1碳素结构钢板Q235,Q255,Q275GB/T700572,00040429,00030SS330、SS400、SS490、SS540JISG31012低合金结构板普通低合金结构板Q295、Q345GB/T1591357,50025429,00030SM400、SM490、SM520,SM570JISG3106建筑结构板SN400、SN490JISG3136A572、A573、A633ASTM耐大气腐蚀板SMA400、SMA490、SMA570JISG3114海洋结构板Grade42、50、50T、60API2W3桥梁板16q、16Mnq、15MnVqYB(T)1042,900371,5005SM490、SM540、SM570JISG3106159
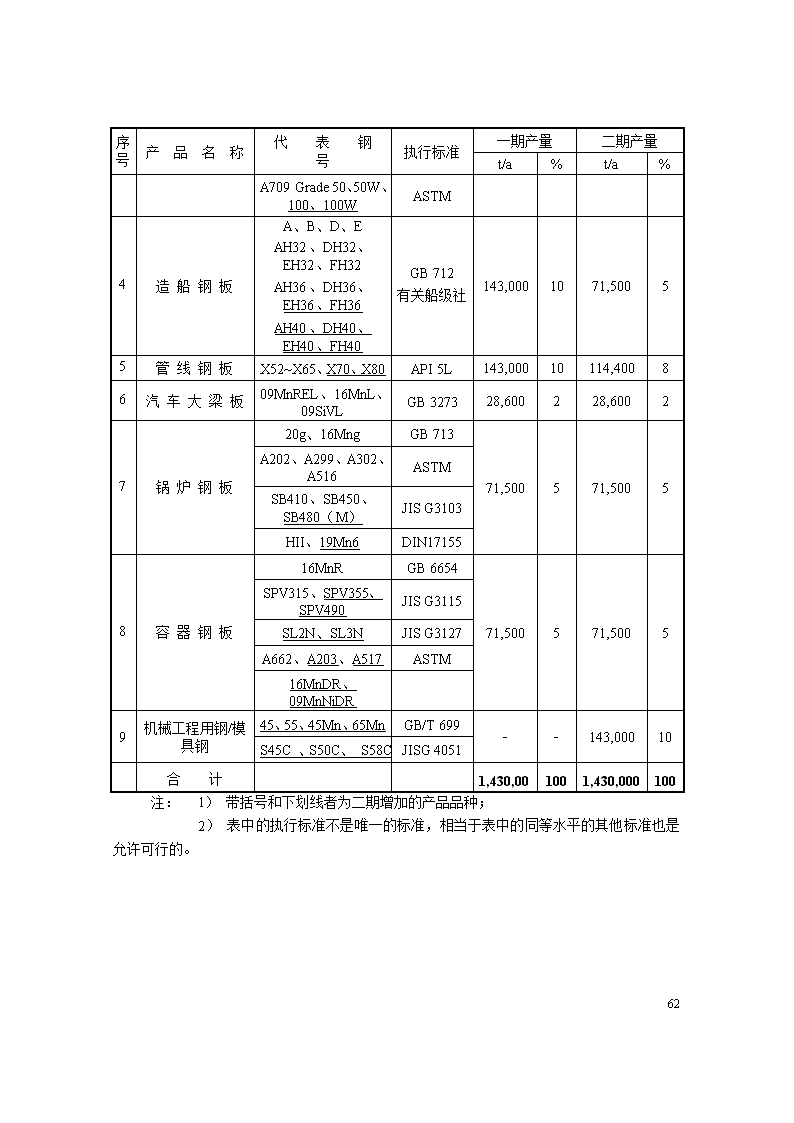
A709Grade50、50W、100、100WASTM4造船钢板A、B、D、EAH32、DH32、EH32、FH32AH36、DH36、EH36、FH36AH40、DH40、EH40、FH40GB712有关船级社143,0001071,50055管线钢板X52~X65、X70、X80API5L143,00010114,40086汽车大梁板09MnREL、16MnL、09SiVLGB327328,600228,60027锅炉钢板20g、16MngGB71371,500571,5005A202、A299、A302、A516ASTMSB410、SB450、SB480(M)JISG3103HII、19Mn6DIN171558容器钢板16MnRGB665471,500571,5005SPV315、SPV355、SPV490JISG3115SL2N、SL3NJISG3127A662、A203、A517ASTM16MnDR、09MnNiDR9机械工程用钢/模具钢45、55、45Mn、65MnGB/T699--143,00010S45C、S50C、S58CJISG4051合计1,430,001001,430,000100注:1)带括号和下划线者为二期增加的产品品种;2)表中的执行标准不是唯一的标准,相当于表中的同等水平的其他标准也是允许可行的。159
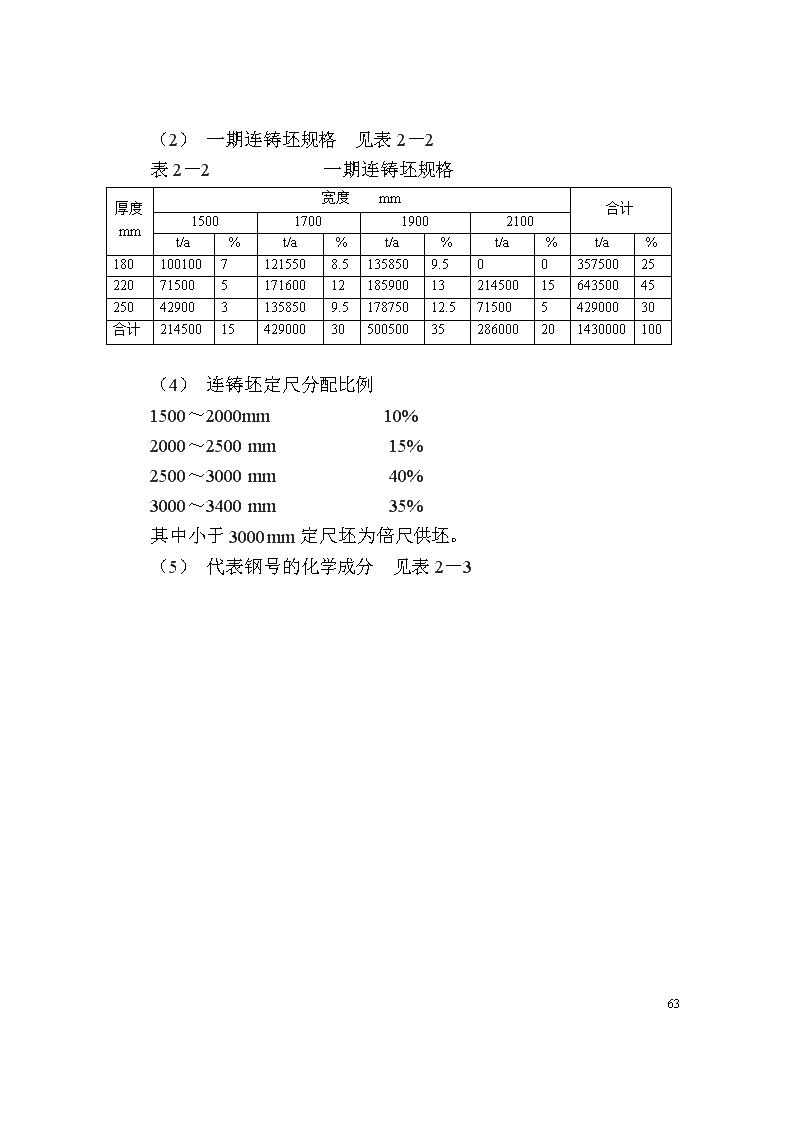
(2)一期连铸坯规格 见表2-2表2-2 一期连铸坯规格厚度mm宽度 mm合计1500170019002100t/a%t/a%t/a%t/a%t/a%18010010071215508.51358509.50035750025220715005171600121859001321450015643500452504290031358509.517875012.571500542900030合计214500154290003050050035286000201430000100(4)连铸坯定尺分配比例1500~2000mm 10%2000~2500mm 15%2500~3000mm 40%3000~3400mm 35%其中小于3000mm定尺坯为倍尺供坯。(5)代表钢号的化学成分 见表2-3159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案表2-3 部分代表钢种的化学成份钢种钢号标准号化学成分%CSiMnPSCrNiCuVNbMTiAlN碳素结构钢Q235GB700-880.14~0.22≤0.300.30~0.65≤0.045≤0.050≤0.30≤0.30≤0.30Q275GB/T7000.28-0.38≤0.350.5-0.8≤0.045≤0.050≤0.30≤0.30≤0.30SS400JISG31010.18-0.220.050.05SS490JISG31010.18-0.220.050.05低合金高强度结构钢Q345GB/T1591-94≤0.20≤0.551.00~1.60≤0.045≤0.0450.12~0.150.015-0.060.02~0.20SM400JISG3106≤0.0.232.5xC%≤0.035≤0.035SM570JISG3106≤0.18≤0.55≤1.60≤0.035≤0.035A572ASTM≤0.26≤0.4≤1.35≤0.04≤0.05A633ASTM≤0.22≤0.15-0.50≤1.15-1..5≤0.035≤0.040.04-0.110.01-0.0150.010-0.03SMA570JISG3114≤0.180.15-0.651.40≤0.035≤0.0350.45-0.750.05-0.30.30-0.50船板钢AGB712-88≤0.220.10~0.35≥2.5C≤0.040≤0.040≤0.30≤0.30≤0.35BGB712-88≤0.210.10~0.350.60~1.00≤0.040≤0.040≤0.30≤0.30≤0.35DGB712-88≤0.210.10~0.350.60~1.20≤0.040≤0.040EGB712-88≤0.180.10~0.350.70~1.20≤0.040≤0.040桥梁钢16MnqYB(T)10-810.12~0.200.20~0.601.20~1.60≤0.035≤0.035≤0.30≤0.30≤0.3015MnVqYB(T)100.12-0.200.12-0.250.40-0.70≤0.035≤0.040≤0.035≤0.030≤0.030SM490JISG3106≤0.20≤0.55≤1.6≤0.035≤0.035.159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案管线钢X60API5L0-0.160-0.450-1.60-0.0250-0.0200-0.0300-0.0300-0.0250-0.0100-0.050-0.060-0.100-0.060.015-0.0600-0.012X70API5L0-0.160-0.450-1.70-0.250-0.0200-0.0300-0.0300-0.0250-0.0100-0.060.015-0.0600-0.012X80API5L0-0.160-0.450-1.80-0.0250-0.0200-0.0300-0.0600-0.0250-0.0100-0.060.015-0.0600-0.012汽车大梁钢09SiVLGB32730.08-0.150.7-1.00.45-0.75≤0.035≤0.0350.04-0.1016MnLGB32730.12-0.200.20-0.601.2-1.6≤0.035≤0.035锅炉钢板20gGB53100.18-0.240017-0.370.35-0.65≤0.030≤0.030≤0.25≤0.250.08≤0.08≤0.25≤0.1516Mng0.12-0.200.20-0.601.20-1.60≤0.035≤0.035A202ASTM0-0.170.54-0.960.97-1.52≤0.035≤0.0350.31-0.64A299ASTM0-0.280.13-0.450.84-1.52≤0.035≤0.035HIIDIN171550.20-0.300.80-1.200.2-0.404.75-5.500.30-0.501.25-1.75压力容器钢16MnRGB66540-0.200.20-0.601.20-1.60≤0.035≤0.0350.300.300-0.25SPV355JISG3115≤0.200.15-0.55≤1.6≤0.030≤0.030※钢中硫含量根据用户要求制定内部标准。159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案2.1.2转炉炼钢厂的主要设备及参数铁水预处理装置1座(予留)120t顶底复吹转炉1座出钢量平均125t,最大135t冶炼周期~38分120tLF钢包炉1座处理周期30~40分120tRH1座(予留)板坯连铸机1台2.1.3轧钢车间主要设备加热炉2座3500mm中厚板轧机1套2.2连铸车间工艺流程及工艺布置随着连铸机的不断发展和进步,连铸机的产品产量和质量不断提高,连铸机的能力与炼钢和轧钢的生产能力基本匹配,连铸机作为中间生产环节已经具备了把上下生产环节连接起来,形成生产车间直接,生产设备直连,生产物料直通紧凑式的生产工艺。减少了物料的周转运输,缩短了物料的在线加工时间,减少了库存。不仅减少了基建占地,减少了投资,也为将来生产降低能耗,降低产品的生产成本,创造了有利的条件。因此,新建的现代板坯连铸车间,采用炼钢,连铸,轧钢厂房相连,设备相接的紧凑式工艺流程。159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案2.2.1连铸车间工艺流程1x120t转炉1x120tLF/1×120tRH(予留)1x100tLF(炼钢板坯连铸机钢包回转台18连铸长水口保护中间罐浸入式水口保护浇注结晶器铸坯导向段切割前辊道切割移动辊道和一次切割机引锭杆输送辊道 二次切割机和二切辊道 等待辊道 堆存检查推钢机、垛板台送轧钢热送轧钢图2-1连铸车间工艺流程图159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案2.2.2.2连铸车间工艺布置炼钢、连铸、轧钢车间采用紧凑式布置。即连铸车间建在炼钢车间与轧钢车间的中间,与炼钢和轧钢车间加热炉各跨平行布置。车间由浇注跨、切割跨、出坯跨三跨组成。回转台横向中心线与D列线重合,连铸出坯辊道直通加热炉间的上料跨。从回转台至固定挡板的铸机在线设备,包括:钢包回转台、中间罐车、结晶器、铸坯导向段、脱引锭及切割前辊道、切割移动辊道、切头移出设备、引锭杆存放辊道及引锭杆存放装置、二次切割辊道及等待辊道、推钢机、垛板台。C-D跨的4#-5#柱间布置浇注平台及连铸机的相关设备,如中间罐车、中间罐预热站。电气室、液压站、水阀站、蒸汽排出风机等,分别布置在铸机两侧的平台下面。C-D跨号柱5#-9#柱之间,布置中间罐干燥站、中间罐冷却台、中间罐的结壳去除台、中间罐、打结、喷涂台、中间罐存放区等中间罐维修设施。C-D跨1#-3#号柱之间布置设备的维修和存放区,包括结晶器维修对中台、弯曲段维修对中台、弯曲段翻转台、快速更换台、弯曲段喷嘴检查台等。B-C跨1#-4#柱间布置设备的维修和存放区,包括:扇形段外弧维修对中台、扇形段内弧维修对中台、扇形段喷嘴检查台以及辊子维修设施等设备维修装置。B-C跨5-9号柱间为设备存放区。详细布置见车间平面布置图和车间断面图。见连铸车间工艺布置图S171.2-B1,S171.2-B2。车间跨间组成及参数见表2-4表2-4主车间跨间组成及起重机配置序号跨间名称尺寸,m起重机配置长度跨度轨面标高1浇注跨C-D19533+29.0+17.0140/32t×1,50/10t×12过渡跨B-C19530+17.080/20t×13出坯跨A-B19540+11.030+30t×2159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案2.3连铸车间的设备选择2.3.1板坯连铸机参数连铸机车间的主要工艺设备,包括:连铸主机和相关的线外的中间罐及设备维修设施。根据工程的设计条件和要求,本台连铸机拟选用一台大规格常规板坯连铸机。采用当今世界上已经被广范采用,且已经被实践证明成熟可靠的,且对板坯质量,产量不可缺少的技术,采用有利于节能降耗、降低生产成本的技术。对于一些虽已成熟,但可有可无的技术,一些有好的苗头的前沿技术,本次设计原则上不予采用,但在设计上作好预留,在条件成熟时再上,不堵死将来的发展。使设计满足可靠,适用,省钱,先进的要求。连铸机机型与参数选择如下:(1)机型本设计决定采用直弧型连铸机,其理由如下:①我国近年引进及新建的板坯连铸机,如宝钢、鞍钢、太钢、舞阳钢厂、本钢、安钢、柳钢、昆钢、韶钢、济钢、营口的板坯连铸机均为直弧型,早期建设的弧形连铸机也改为了直弧形连铸机。实践证明直弧型连铸机工作稳定可靠,可减少铸坯中夹杂物含量并改善其分布,有利于提高铸坯质量。②采用连续弯曲、连续矫直及密排分节辊技术,可使铸机在相同基本弧半径的前提下,有效地控制铸坯有较小的变形率、较高的质量及高的金属收得率。③直弧型连铸机采用直的平面结晶器铜板,易再加工修复,用普通加工设备即可修复,不仅节省了设备投资,而且给长期生产带来方便,因此,维修成本费用较低。而全弧型连铸机采用的是与铸机基本弧相同半径的弧形结晶器铜板,加工精度要求较高,必须采用专用机床进行加工修复,不仅增加了设备投资,而且使日常的维修复杂化,成本费用也高。159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案(2)连铸机的基本弧半径连铸机的弧形半径,决定了板坯在拉坯过程中铸坯的变形率,也就决定了铸坯的质量。在近代连铸机的设计中由于采用了连续弯曲、连续矫直和辊间距细密技术,可减小铸机基本弧半径、从而减少了铁静压力,使铸坯的变形率得到了有效的控制。根据唐山中厚板厂生产的产品以中厚板为主的实际情况,本机的基本弧型半径定为R=10m,可以保证板坯的界面变形率在允许变形率以内。(3)连铸机的辊径及分节辊为了保证铸机的辊子的刚度和强度,辊子的直径都不能太小,在传统连铸机的设计中多采用整体辊,辊子的直径与间距无法控制在很小的范围内,因此也无法控制由于辊间距而产生的鼓肚变形,特别是对宽厚板坯无法满足要求。分节辊和分段多支撑辊技术的出现和使用,细密辊距才变成了可能。小辊径、密排辊也就变成了现代连铸机设计中不可缺少的技术。本台连铸机为了减少铸坯变形率,确保铸坯质量,夹辊段全部采用全程分节辊,最大辊径Æ300mm。(4)拉坯速度、浇注时间和冶金长度计算①连铸机的拉速连铸机的拉速主要取决于以下几个原则:a)选取连铸机的拉速必须在所浇钢种的允许拉速范围之内。确保产品质量。b)选取的拉速必须保证铸机车间的冶炼设备的生产周期相匹配。c)满足产品大纲中产量的要求。根据唐山中厚板厂产品方案的品种规格要求,确定连铸机的最大允许拉速见表2-5。159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案表2-5 连铸机的最大允许拉速钢种组别钢种拉速m/min180mm220mm250mmI碳素结构钢1.71.41.2II优质碳素钢低合金高强度钢1.51.251.1III船板钢等1.451.201.05②连铸机的机长按照产品方案所列的产品规格,在不同的拉速条件下,连铸机铸坯的液芯长度如表2-6、2-7、2-8。从计算表可以看出,在冷却条件确定之后,铸坯的液芯长度仅仅与连铸机的拉坯速度和铸坯规格有关,在规格一定情况下拉坯速度大则液芯长度长,拉坯速度小则液芯长度也就短。综合表2-6,2-7,2-8计算结果,确定连铸机机长~29.6m。为了给连铸机提高拉速留有余地,预留第13扇形段。最终机长约31.9m。(5)切割计算连铸机在线切割应与连铸机拉速匹配,但受切割机割枪实际所能达到的割速限制,在线很难完成定尺坯切割。切割计算如表2-9,表2-10,表2-11 。根据切割计算结果,连铸机在线无法满足轧钢1.5-3.4m的全部定尺要求,与轧钢商定本台连铸机在线设二次切割,>3.0m以定尺坯送轧钢,<3.0m的定尺坯以倍尺坯直送轧钢。一次切割的切割区长度定为:约9500mm159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案表2-6拉速、浇注周期、冶金长度计算表(一)出钢量t/炉125铸坯流数n1厚度mm180结晶器有效长度m0.80凝固系数:mm/min^1/226.5结晶器内凝固系数mm*min^1/220钢坯比重t/m^37.60拉速m/min拉速m/min拉速m/min拉速m/min拉速m/min拉速m/min拉速m/min拉速m/min拉速m/min1.001.051.101.201.301.401.501.601.70液芯长度m液芯长度m液芯长度m液芯长度m液芯长度m液芯长度m液芯长度m液芯长度m液芯长度m11.5312.1112.6913.8414.9916.1517.3018.4519.61结晶器出口坯壳厚度mm17.8917.4617.0616.3315.6915.1214.6114.1413.72宽度mm浇铸速度t/min浇铸时间min浇铸速度t/min浇铸时间min浇铸速度t/min浇铸时间min浇铸速度t/min浇铸时间min浇铸速度t/min浇铸时间min浇铸速度t/min浇铸时间min浇铸速度t/min浇铸时间min浇铸速度t/min浇铸时间min浇铸速度t/min浇铸时间min15002.0560.922.1558.022.2655.382.4650.762.6746.862.8743.513.0840.613.2838.073.4935.8316002.1957.112.3054.392.4151.922.6347.592.8543.933.0640.793.2838.073.5035.693.7233.5917002.3353.752.4451.192.5648.862.7944.793.0241.353.2638.393.4935.833.7233.593.9531.6218002.4650.762.5948.352.7146.152.9542.303.2039.053.4536.263.6933.843.9431.734.1929.8619002.6048.092.7345.802.8643.723.1240.083.3836.993.6434.353.9032.064.1630.064.4228.2920002.7445.692.8743.513.0141.533.2838.073.5635.143.8332.634.1030.464.3828.554.6526.8721002.8743.513.0241.443.1639.563.4536.263.7333.474.0231.084.3129.014.6027.194.8825.60159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案表2-7 拉速、浇注周期、冶金长度计算表(二)出钢量t/炉125铸坯流数n1厚度mm220结晶器有效长度m0.80凝固系数:mm/min^1/226.5结晶器内凝固系数mm*min^1/220钢坯比重t/m^37.60拉速m/min拉速m/min拉速m/min拉速m/min拉速m/min拉速m/min拉速m/min拉速m/min拉速m/min0.850.900.951.001.101.201.251.301.40液芯长度m液芯长度m液芯长度m液芯长度m液芯长度m液芯长度m液芯长度m液芯长度m液芯长度m14.6515.5116.3717.2318.9520.6821.5422.4024.12结晶器出口坯壳厚度mm19.4018.8618.3517.8917.0616.3316.0015.6915.12宽度mm浇铸速度t/min浇铸时间min浇铸速度t/min浇铸时间min浇铸速度t/min浇铸时间min浇铸速度t/min浇铸时间min浇铸速度t/min浇铸时间min浇铸速度t/min浇铸时间min浇铸速度t/min浇铸时间min浇铸速度t/min浇铸时间min浇铸速度t/min浇铸时间min15002.1358.642.2655.382.3852.462.5149.842.7645.313.0141.533.1439.873.2638.343.5135.6016002.2754.972.4151.922.5449.182.6846.732.9442.483.2138.943.3437.383.4835.943.7533.3817002.4251.742.5648.862.7046.292.8443.983.1339.983.4136.653.5535.183.7033.833.9831.4118002.5648.862.7146.152.8643.723.0141.533.3137.763.6134.613.7633.233.9131.954.2129.6719002.7046.292.8643.723.0241.423.1839.353.4935.773.8132.793.9731.484.1330.274.4528.1120002.8443.983.0141.533.1839.353.3437.383.6833.984.0131.154.1829.904.3528.754.6826.7021002.9841.883.1639.563.3437.473.5135.603.8632.364.2129.674.3928.484.5627.384.9225.43表2-8拉速、浇注周期、冶金长度计算表(三)159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案出钢量t/炉125铸坯流数n1厚度mm250结晶器有效长度m0.80凝固系数:mm/min^1/226.5结晶器内凝固系数mm*min^1/220钢坯比重t/m^37.60拉速m/min拉速m/min拉速m/min拉速m/min拉速m/min拉速m/min拉速m/min拉速m/min拉速m/min0.800.850.900.951.001.051.101.151.20液芯长度m液芯长度m液芯长度m液芯长度m液芯长度m液芯长度m液芯长度m液芯长度m液芯长度m17.8018.9120.0221.1422.2523.3624.4725.5926.70结晶器出口坯壳厚度mm20.0019.4018.8618.3517.8917.4617.0616.6816.33宽度mm浇铸速度t/min浇铸时间min浇铸速度t/min浇铸时间min浇铸速度t/min浇铸时间min浇铸速度t/min浇铸时间min浇铸速度t/min浇铸时间min浇铸速度t/min浇铸时间min浇铸速度t/min浇铸时间min浇铸速度t/min浇铸时间min浇铸速度t/min浇铸时间min15002.2854.822.4251.602.5748.732.7146.172.8543.862.9941.773.1439.873.2838.143.4236.5516002.4351.402.5848.372.7445.692.8943.283.0441.123.1939.163.3437.383.5035.763.6534.2717002.5848.372.7545.532.9143.003.0740.743.2338.703.3936.863.5535.183.7133.653.8832.2518002.7445.692.9143.003.0840.613.2538.473.4236.553.5934.813.7633.233.9331.784.1030.4619002.8943.283.0740.743.2538.473.4336.453.6134.633.7932.983.9731.484.1530.114.3328.8620003.0441.123.2338.703.4236.553.6134.633.8032.893.9931.334.1829.904.3728.604.5627.41159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案21003.1939.163.3936.863.5934.813.7932.983.9931.334.1929.844.3928.484.5927.244.7926.11159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案表2-9切割计算表(一)铸坯厚度mm V-切割速度mm/min T1-接近时间min T2-加热时间min T3-起切时间min V-返回速度m/min 180 480 0.15 0.05 0.15 20 Vc-拉坯速度m/min11.11.21.31.41.51.61.7B-铸坯宽度mmM-切割区长度mSg-最小定尺长度mM-切割区长度mSg-最小定尺长度mM-切割区长度mSg-最小定尺长度mM-切割区长度mSg-最小定尺长度mM-切割区长度mSg-最小定尺长度mM-切割区长度mSg-最小定尺长度mM-切割区长度mSg-最小定尺长度mM-切割区长度mSg-最小定尺长度m15002.672.832.943.133.203.433.473.743.744.054.014.374.274.684.545.0016002.802.963.073.283.353.603.633.923.914.244.194.574.474.904.755.2417002.923.103.213.423.503.763.804.094.094.434.384.774.675.124.965.4718003.053.233.353.573.653.923.964.274.264.624.574.984.875.345.185.7019003.173.363.493.723.804.084.124.444.444.814.765.185.075.565.395.9420003.303.493.623.863.954.244.284.624.615.004.945.395.275.785.606.1721003.423.633.764.014.104.404.454.794.795.195.135.595.476.005.816.41159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案表2-10 切割计算表(二)铸坯厚度mm V-切割速度mm/min T1-接近时间min T2-加热时间min T3-起切时间min V-返回速度m/min 220 400 0.15 0.05 0.15 20 Vc-拉坯速度m/min0.850.90.9511.11.21.31.4B-铸坯宽度mmM-切割区长度mSg-最小定尺长度mM-切割区长度mSg-最小定尺长度mM-切割区长度mSg-最小定尺长度mM-切割区长度mSg-最小定尺长度mM-切割区长度mSg-最小定尺长度mM-切割区长度mSg-最小定尺长度mM-切割区长度mSg-最小定尺长度mM-切割区长度mSg-最小定尺长度m15002.652.792.812.962.963.133.123.313.433.663.744.014.064.374.374.7316002.782.922.943.103.113.283.273.473.603.833.924.214.254.584.584.9617002.913.063.083.243.253.433.423.633.764.014.104.404.454.794.795.1918003.033.193.213.393.393.583.573.783.934.194.284.594.645.005.005.4219003.163.323.353.533.533.743.723.944.094.364.464.794.845.215.215.6520003.293.463.483.673.683.893.874.104.264.544.644.985.035.425.425.8721003.423.593.623.813.824.044.024.264.424.714.825.175.235.635.636.10表2-11切割计算表(三)159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案铸坯厚度mm V-切割速度mm/min T1-接近时间min T2-加热时间min T3-起切时间min V-返回速度m/min 250 380 0.15 0.05 0.15 20 Vc-拉坯速度m/min0.80.850.90.9511.151.21.25B-铸坯宽度mmM-切割区长度mSg-最小定尺长度mM-切割区长度mSg-最小定尺长度mM-切割区长度mSg-最小定尺长度mM-切割区长度mSg-最小定尺长度mM-切割区长度mSg-最小定尺长度mM-切割区长度mSg-最小定尺长度mM-切割区长度mSg-最小定尺长度mM-切割区长度mSg-最小定尺长度m15002.612.732.772.912.943.093.103.283.263.463.754.013.914.204.084.3816002.742.872.913.063.083.243.253.433.423.633.934.204.104.404.284.6017002.863.003.043.203.223.393.403.593.583.794.114.404.294.604.474.8118002.993.133.183.343.363.543.553.753.743.964.304.594.484.814.675.0219003.113.263.313.483.503.693.703.913.894.134.484.794.675.014.875.2320003.243.403.443.623.653.843.854.074.054.294.664.984.865.215.065.4421003.373.533.583.763.793.994.004.234.214.464.845.175.055.425.265.66159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案(6)连铸机性能参数连铸机性能参数参见表2-12表2-12连铸机的性能参数序号项目单位技术参数1机型连续弯曲,连续矫直直弧型连铸机2基本弧半径m103结晶器长度mm9004浇注平台标高m+13.4145辊子型式及最大辊径mm全程分节辊,最大辊径Æ3006设备夹辊段长度m29.6(预留13扇形段)7可浇铸坯规格mm´mm180、220、250x1500~2100(宽度200mm进级)8定尺长度mm1500~34009铸机机械拉速m/min拉坯0.1~2.5穿引锭Max510引锭杆装入方式下装式11切割方式在线一次火焰同步切割+二次切割12铸坯送轧钢方式定尺或倍尺辊道直送13铸坯下线方式推钢机、垛板台(只有3000~3400mm定尺)(7)连铸机采用的技术159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案连铸机的技术发展很快,很多技术已经十分成熟,在连铸机的设计中作为常规技术而广泛地采用。我院对此有着丰富的实践经验,在本台连铸机上我院对此按以下原则采用一些成熟的技术:①实践中广泛采用,并成熟可靠的技术;②改善产品质量所必须的技术;③提高铸机作业率的技术;.④减少消耗的技术;⑤改善环境、减少劳动强度,方便管理工艺要求不可少的技术。本台铸机采用的技术如下:n保证铸坯质量的技术①全程无氧化保护浇注;②结晶器液面自动控制;④加堰大容量中间罐;⑤结晶器振动为高精度高频振动;⑥连续弯曲,连续矫直;⑦全程多支点密排分节辊;⑧计算机控制;(预留)⑨铸机拉矫分散驱动;⑩铸坯在线去毛刺(预留)n提高铸机作业率的措施①结晶器及标准扇形段的整体吊换及线外维修;②结晶器在线停机手动调宽;③结晶器漏钢预报技术(预留)(8)设备引进与配套为了节省投资和加快工程建设进度。本台连铸机采用工程总承包的方式,由北京院技术总负责,设备总承包。国内设计,国内制造。但是为了保证整机的性能,对于一些我们国内质量不过关,性能不稳定的部分零件和配套件采用国际市场人民币采购的配套方式。采用引进或国内用人民币采购的配套件和专有设备:159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案①回转台用电气滑环;②夹辊段用关键轴承;③结晶器振动装置部分联轴器④部分液压泵、液压元件2.3.2连铸机主要设备规格性能连铸机设备(1)钢包回转台①技术参数回转台形式:蝶型承载能力:210t×2(每臂1满罐~210t)回转半径:5500mm回转驱动:交流电机1台、通过减速器变频调速驱动速度:1转/min事故驱动:液压马达1台速度:0.5转/min回转角度:360°无限回转回转制动:液压制动器1台定位装置:液压固定销1个升降驱动:液压缸2个(每臂各1个)预留一定安全行程升降行程:800mm称重装置:8个压头电子称,每臂4个钢包加盖装置:二套加盖装置提升驱动:液压旋转驱动:电动驱动②功能和结构159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案钢包回转台主要部件:──机械部件包括:基础锚固件、底座、叉形臂、主筒体、上框架、鞍形座──带关节轴承的提升缸──带减速箱、事故液压马达、联轴器等旋转驱动装置──回转支承大轴承──称重设备──液压滑环及电气滑环──液压定位装置──油脂分配器和液压阀块──和设备相连的管道,包括软管、接头及管夹(润滑、液压及压缩空气等管路)──各种保护罩──钢包加盖装置——钢包滑动水口液压缸操作装置功能说明:钢包回转台用于把钢包回转到或旋转出浇注位置。通常通过起动“钢包自动更换”按钮来自动完成钢包回转。在这种情况下,钢包的加速、减速及定位通过PLC系统和行程开关来完成。另外,也可采用手动回转模式。由于回转台设置了两个回转臂,因而可实现多炉连浇。每个臂可独立提升,两臂同时旋转。主传动及事故传动装置安装在底座上,并通过减速箱及小齿轮与回转支承外齿的啮合来驱动回转台的回转。装在钢包回转台叉形臂上的称重传感器有热防护罩保护,以免热辐射,同时称重传感器所在区域还要通压缩空气冷却。在浇注位置,通过液压锁定块将旋转部件固定在浇注位,以避免用吊车更换钢包时损坏驱动部分。159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案一旦断电,事故驱动液压马达把钢包旋出浇注位至事故钢包上面。该操作通过设置在浇注平台上的手动阀执行。在准备位置,钢包滑动水口液压缸与滑动水口连接,由连铸机主液压站提供动力。钢包回转台的回转大轴承由一个集中润滑站供润滑脂润滑。各种防护罩用于保护回转台结构免受钢水喷溅。在回转台架上装有钢包加盖装置,当回转台接收钢包或钢包吊离回转台时,钢包盖可旋出吊车吊钩区。主要特点:·钢包鞍形座可以分别升降·钢包鞍形座的提升和下降通过驱动杠杆系统的液压缸来实现·带电机及液压马达传动的回转装置·事故动力由液压站蓄能器手动操作阀供给液压马达压力油驱动旋转。·备有液压固定装置,以把回转部件固定在浇注位置上·回转部分公用介质通过液压滑环来提供·回转部分的电力供应通过电气滑环提供·由集中润滑系统提供回转轴承的润滑·多个防护罩进行热保护和溅钢保护设计优点:·结构安全可靠,坐包时不影响浇钢操作。·刚性强和维修量低。·升降液压缸容易拆卸·液压固定装置,使坐包时回转装置不会受到冲击破坏。(2)溢流罐溢流罐用来盛放中间罐溢流出来的钢水,它由钢板焊接而成,置于中间罐溢流槽下方的浇注平台上,并靠钢包回转台一侧。159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案(3)事故罐事故罐用来盛放中间罐事故时,中间罐塞棒不能关闭而流出的钢水。置于中间罐车事故位浇注平台上。它由钢板焊接而成,最大盛钢量为一个中间罐满钢水的重量。(4)事故溜槽事故溜槽用于钢包发生事故并水口不能关闭,回转台转动时,将从钢包流出的钢水导向到事故钢包内。按钢包水口在回转台旋转半径方向布置。它由钢板焊接而成。(5)中间罐①技术参数形状:矩形中间罐容量:标准:34t溢流:38t液面高度:标准:~1230mm溢流:~1300mm水口控制方式:塞棒中间包水口数量:1个中间包砌衬:耐火浇注料②功能和结构中间罐做为钢包与结晶器之间的缓冲器,中间罐的设计应从促进钢水中夹杂物上浮的角度出发,给夹杂物上浮提供足够时间。亦可进行一定的中间罐冶金,均匀钢水成份和温度可实现多炉连浇。中间罐为钢板焊接结构,带有加强筋及排气孔,吊耳。其钢板厚度和加强筋可以保证在受热的情况下不产生变形。中间罐的形状设计,要求有利于钢水的分配和流动,又方便中间罐的维修和砌筑,中间罐横断面为倒梯形。中间罐内衬砌筑或打结,消耗耐火层用机械喷涂。在钢包注入点和中间罐水口间设挡渣墙和堰。159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案(6)中间罐盖中间罐盖为焊接结构,其上设置有用于钢包水口注流、塞棒及预热器的开孔。锚固钩焊在盖内侧,以固定耐火衬。中间罐盖,主要功能是防止浇注过程中钢水散热,保持钢水温度。(7)中间罐塞棒装置①技术参数形式:数字电液、手动杠杆式提升行程:-40~+85mm速度max50mm/s②功能和结构中间罐塞棒系统用于控制从中间罐到结晶器的钢流,流量由结晶器液面控制系统控制或手动控制。塞棒机构用楔块固定在中间罐挂架上。塞棒机构主要由塞棒、塞棒提升杆、塞棒支撑臂、导向装置、调节装置及压杆电液缸组成。主要特点:·塞棒导向采用导轮机构·塞棒控制采用数字式电液缸或手动操作设计优点:·塞棒控制平稳·手动操作时仅需很小的力量·塞棒控制机构和数字式电液缸固定简单(8)浸入式水口快速更换装置(含事故闸板)①技术参数形式:带有推进液压缸的快速更换装置推进液压缸行程:200mm液压介质供应:主液压站159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案②功能和结构浸入式水口快速更换装置用于浇注过程中浸入式水口的快速更换和塞棒故障时紧急切断钢流。更换装置安装在中间罐底部水口处,更换浸入式水口时用手动夹持装置把一新的水口插进更换机构,推进液压缸将新水口推至浇注位,推出的旧水口用夹持装置取走。塞棒出现故障或事故需紧急切断钢流时,用推进液压缸将一盲板推至水口位来切断钢流。主要部件有:──用于固定更换机构的法兰盘──带旋转及推进液压缸的更换机构──手动夹持装置──液压控制单元主要特点:·设备容易更换·液压控制使更换速度恒定设计优点:·在不停止浇钢的情况下在很短时间内完成水口更换(9)中间罐车①技术参数型式:半龙门式承载能力:~70t(中间罐+盖+钢水)行走驱动方式:交流齿轮马达,VVVF控制行走速度:2~20m/min行走距离:~10400mm升降驱动方式:液压缸(2个)升降速度:max40mm/s159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案升降行程:600mm横向调整方式:液压缸(1个)横向调整行程:±75mm横向调整速度:~3mm/s称重:4个荷重传感器/车能源介质供给方式:拖链②功能和结构中间罐车的主要部件:──机械部件包括带有轮子的交流电机行走机构和带提升框架的移动车架──保护罩和平台──液压提升缸2个──横向调整液压对中缸1个──称重设备(4个负荷传感器/车)──介质拖链(1条)──交流齿轮马达(2台/车)──液压阀块──设备本体配管(包括液压、压缩空气、氩气等管线)中间罐车用于中间罐的支承、运送及准确定位。中间罐车由传动框架、支承轮和行走驱动装置,升降装置,横向微调对中装置,称重装置,能源介质供给及必要的防热装置组成。开浇之前中间罐停止预热,烧嘴向上抬起,中间罐被提升至上部位置,小车开始行走。在接近浇注位置时,中间罐车减速,以低速度到达浇注位停止行走。浇注完毕,中间罐升至上位并开行至排渣位或烘烤位置,并由行程开关控制减速、停止。159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案中间罐的升、降由置于车架与提升框架之间的液压缸来完成。浸入式水口在浇注方向的精确调整由在低速度下的液压缸使中间罐移动来完成。所有公用介质及电能的供应由介质拖链完成。浇注期间,钢水的重量连续测量并显示。借助供油分配器手动加油润滑。各种防护罩用于在浇注期间钢水喷溅保护。·电缆组件主要特点:·电动行走、上部轨道在操作侧、液压提升和液压横向微调·罐体采用四点支撑及称量设计优点:·由于采用半龙门式设计,人员容易进入·顶部盖板保护铸机操作人员,避免钢水外溅烫伤(10)中间罐预热站(以供货商提供的数据为准)①技术参数烧嘴数:2每个烧嘴加热能力:900kW摆动方式:电液推杆摆动角度:~100°燃气种类:混合煤气煤气热值:7.32MJ/Nm3煤气压力:~8KPa预热温度:1100℃(耐火衬)预热时间:≤90min助燃方式:风机鼓风②功能和结构159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案中间罐预热站设置在浇注平台上,用于在浇注前把中间罐内衬加热至要求的工作温度。其主要部件有:──旋转框架及介质管道──驱动装置──烧嘴──助燃空气鼓风机──控制阀组──点火装置功能描述:中间罐预热站具有自动点火功能。(11.1)浸入式水口预热装置浸入式水口预热装置采用中间罐预热废气预热。(11.2)浸入式水口加热炉①技术参数加热能力:50kW烧嘴形式:火炬式燃气种类:混合煤气燃气热值:7.32MJ/Nm3加热温度:1000℃(水口)加热时间:90min助燃气源:压缩空气②功能和结构用于将快速更换的浸入式水口加热至要求的工作温度。主要部件有:──烧嘴的支撑结构──烧嘴──手动阀159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案──软管──隔热罩(12)钢包长水口操作机构①技术参数形式:半自动长水口压紧方式:液压缸旋转方式:手动摆动方式:手动前动移动:手动蜗轮副升降行程:大包升降行程+100mm水平移动:±300mm摆动角度:180°摆杆自回转角度:360°水口密封气体:氩气②功能和结构──立柱──带旋转-摆动装置及手动蜗轮副的机械手臂──水口装载环──液压缸及控制阀站──管线、连接软管及Ar气控制系统长水口操作机构用于钢包长水口的安装,操作过程手动完成。把长水口接到钢包滑动水口下端后,由液压缸压紧。为避免吸入空气,长水口将接上Ar气。长水口操作机构位于浇注平台上,并有一个保护罩以防钢水喷溅。液压动力来源是铸机主液压系统。主要特点:·机械臂可沿三维方向移动159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案·通过手动阀门控制液压缸带动机械臂升降,并使长水口紧压在钢包水口下方·氩气保护,防止钢水二次氧化设计优点:·钢包长水口与钢包水口间压力恒定·长水口随钢包水口沿水平及垂直方向运动(13)连铸机浇注平台①技术参数平台尺寸:高13.414m宽~35.0mm(浇注方向)长~40.0m平台活动荷载:主平台20kN/m2最大点负荷200kN/m2中间平台10kN/m2梯子走道4kN/m2②功能和结构连铸机浇注平台用于支承中间罐车、结晶器等主机设备,存放各种浇注材料,满足浇注工人操作要求。浇注平台由主操作平台、中间平台、活动盖板、梯子、走道和栏杆等组成。平台为混凝土平台,位于电气室、水阀站、液压站、风机房等站室上方,在中包车行走区平台踏面为耐火砖,其它为混凝土。(14)钢包操作平台钢包操作平台包括回转台受钢侧操作平台(用于滑动水口液压缸的拆装)和浇注侧钢包操作平台(用于钢包滑动水口操作及中间罐测温操作),平台全部为钢结构。平台荷载:5kN/m2159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案(15)冷却室形式:隧道式结构:钢筋混凝土冷却室用于收集铸坯在冷却过程中产生的蒸汽,以便通过蒸汽排出系统将蒸汽排出。冷却室内铸流两侧设有工作走道和平台。冷却室侧壁上开有检修门和排蒸汽系统的吸风口,用检修照明灯开孔、扇形段传动轴的开孔。(16)电气控制箱旋转架①技术参数控制盘尺寸:长~0.5m宽~1.0m高~1.2m旋转架旋转转角:70°②功能和结构电气控制箱悬挂在浇注平台上,中间罐车上部轨道梁下的旋转架上,工作时可以把控制箱旋转到方便的操作位置。它由带轴承的旋转架、电器控制箱等构成。(17)结晶器排烟系统①技术参数风机数量:1台风机能力:~7500m3/h静风压:~1500Pa介质:结晶器,烟气混合气体介质温度:10~80℃排烟除尘方式:排入二冷室②功能和结构159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案结晶器排烟系统用于浇钢时结晶器产生的烟尘的排放。该系统由风机和烟道构成(其中烟道由业主供货并施工)。主要部件有:──1个带驱动马达、减震器及膨胀接头的风机(18)蒸汽排出系统①技术参数风机数量:2台风机能力:~120000m3/h.台静风压:~1500Pa介质:蒸汽、空气混合气体介质温度:最大~80℃②功能和结构蒸汽排出系统用于把冷却室内铸坯喷水冷却产生的蒸汽用风机通过管道排放至主厂房外。冷却室两侧各设置一台风机及相应的管道。该系统由风机和排汽管道构成,主要部件有:──2台带驱动马达、减震器及膨胀接头的离心风机。──带各支管阻力分配的调节阀排蒸汽管道系统,(管道系统由业主供货并施工)(19)结晶器①技术参数形式:直结晶器带手动调宽(停机时可在线手动调宽)结晶器浇注尺寸:宽1500~2100mm厚180,220,250mm铜板材质:Cu-Cr-Zr铜板长度:900mm铜板厚度:宽边45mm159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案窄边45mm冷却水供应铜板宽边沟槽铜板窄边沟槽冷却水连接结晶器放置时自动连接宽边足辊数量内外弧各1排中间支撑数量2(三分节辊)辊径Φ100mm辊套材质Q390-C或相当材质辊面材质宽边和窄边辊子堆焊不锈钢宽边足辊固定用预紧螺栓固定在支撑板上窄边足辊数量每侧四排,每一足辊由弹簧单独调节宽边调节:停浇时手动宽边打开液压夹紧宽边碟型弹簧足辊冷却外部二次冷却水冷足辊润滑集中润滑系统②功能和结构结晶器主要部件:──2个宽面水箱和铜板──2个窄面支撑板和铜板──1对宽面足辊──4对窄面足辊──结晶器框架──窄面调宽装置──宽面夹紧装置159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案──机械配管(包括润滑及液压配管、接头、高压软管等)──设备冷却水配管和接水板──二次冷却水配管及喷嘴结晶器带有支撑框架、自连接接水装置及装有铜板和支撑板的箱体。铜板上开有冷却水槽,以获得均匀且高的冷却效果。结晶器由螺栓固定在振动台上,该系统保证结晶器的快速简便更换。结晶器宽面和窄面通过夹紧装置夹在一起。窄面与调宽装置相连,调宽过程由手动丝杠完成。调整期间,宽面夹紧液压缸松开,以确保宽面和窄面间一个特定的最小缝隙,这样可确保最小的铜板磨损。铜板靠闭路一次冷却系统冷却。优化的水冷却水槽可在高拉速时确保铜板的低温。足辊通过集中润滑系统润滑。铸坯冷却由开路二冷系统实现,喷嘴把水从辊子中间喷到铸坯的宽面及窄面上。结晶器设计上预留了以后装漏钢预报装置的可能性。主要特点:·放在结晶器振动台上时结晶器自动对中,停机可在线手动调宽。·结晶器放在振动台上时,一次和二次冷却水自动接通·窄边和宽边单独供水·夹紧和松开装置在结晶器宽边·主要定位接触面堆焊不锈钢设计优点:·结晶器为积木式设计以利于快速更换·平行的直铜板保证温度分布均匀,铸坯坯壳生长均匀以免漏钢而且提供了最大安全性·直铜板修复、调整简单。159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案·非金属夹杂的无阻碍上浮,使得铸坯中非金属夹杂含量最少·足辊至弯曲段之间的过渡调整简单·漏钢后易于从结晶器上拆卸足辊·结晶器放置时所有水路自动连接·管路材质(设备本体配管)◇二次冷却不锈钢(二冷室内)◇液压不锈钢(二冷室内)◇润滑不锈钢但分配器后为铜管(二冷室内)·结晶器可以单独存放不需要存放台·快速更换对中系统减少了结晶器更换时间和备件数量。(20)结晶器罩主要尺寸:约5700´3200´435mm主要部件有:──框架──活动盖──侧板──耐火材料衬结晶器罩用来保护结晶器免受因结晶器溢流出的钢水以及中间罐移开期间流出钢水的损坏。罩为焊接结构,浇注有耐火水泥。顶盖可移开而不需移走外部框架。(21)结晶器振动装置①技术参数振动装置数量:1套振动形式:4-偏心垂直振动振动驱动:电动机械装置振幅:0~±8mm频率范围:50-300次/min159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案频率调整:按照拉坯速度自动调整振动导向:导向杆冷却水连接:自动②功能和结构结晶器振动装置将通过结晶器台架支承结晶器。该振动装置是按不更换整个装置时结晶器和弯曲段可以单独更换的条件进行设计的。振动动作是通过偏心装置实现的,连杆将垂直运动传送到振动台架。结晶器台架导向系统位于振动台架的三个侧面,保证结晶器在垂直位置上下往复振动,而不产生横向晃动。根据浇注速度,自动控制振动频率,从设定的最小频率开始调整。振动装置位于支承架上。通过快速连接系统,可自动由振动台架向结晶器供给冷却水(结晶器和足辊冷却水)。结晶器振动装置主要部件:──振动装置支撑架──振动装置底座支架──振动装置底座──带偏心装置的振动系统──带马达、减速箱、传动轴、偏心轴套、伞齿轮、联轴器等的传动装置──弯曲段支架──支承结晶器的振动台架──结晶器振动台架导向系统──冷却水、润滑、液压配管,快速接头和软管。主要特点:159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案·通过振动台架和结晶器振动导向结构,实现结晶器支撑和振动导向。·通过弯曲段支架支承弯曲段·通过振动装置底座支架将振动装置支承在振动装置支撑架。·结晶器和弯曲段介质的自动连接。·主要定位接触面堆焊不锈钢。设计优点:·振动装置把结晶器、弯曲段组合成一个整体,在事故漏钢时可整体吊出,并把离线对中调整好的另一套快速更换台设备吊入线内,恢复浇铸。·振动装置拆卸时间短·容易进行维修工作·注:快速更换台指将结晶器、振动装置(不含振动装置底座支架和振动装置支撑架)、弯曲段等设备组合在一起。(22)弯曲段①技术参数可浇板坯宽度:1500~2100mm(冷态)可浇板坯厚度:180、220,250mm(冷态)辊数:17对辊径:Æ160mm辊身长:2200mm辊子形式:三分节辊辊子材质:GC35辊子轴承:球面滚子轴承铸坯冷却:通过二冷气雾冷却水外部冷却轴承座冷却:通过设备冷却水内部冷却润滑:集中润滑159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案②功能和结构弯曲段在结晶器的下方,其作用是把初凝的铸坯由垂直段经连续弯曲后引导至半径为10m的弧形段。每个辊子的中间支撑是交错布置的,以保证均匀支撑。当弯曲段放置在振动框架上时,通过弯曲段外框架上的连接板和橡胶密封环,冷却水可自动接通。辊子支座表面、基准面、安装连接表面堆焊不锈钢。辊子通过二冷气雾冷却水外部冷却,轴承座通过设备冷却水内部冷却。由集中主润滑系统进行润滑。弯曲段由下列部件构成:──外框架──内框架──导向辊及轴承、轴承座──拉杆螺栓──垫块──润滑配管、冷却水配管及喷嘴、接头及软管主要特点:·上支点置于振动框架的弯曲段支撑架上,下支点插入扇形段底座导槽内,弯曲段自动定位·通过拉杆螺栓实现内、外部部框架间连接·利用垫块(片)进行厚度调节·内、外部框架沿浇注方向布置·辊子带中间支撑设计优点:·因采用连续弯曲,坯壳应力小·采用分节辊,在合适的辊径和辊距(由于采用了分节的辊子)下,可减少铸坯鼓肚。159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案·更换方便、快速·放置弯曲段后,水和集中干油润滑系统自动接通·内外框架刚性设计强,连接采用拉杆螺栓连接,有效地防止铸坯因鼓肚变形后使辊子及框架受力后永久变形·所有辊子轴承为标准设计·辊子采用耐磨堆焊技术·所有影响辊缝精度的相关表面采用堆焊不锈钢·管线材质◇轴承座冷却不锈钢(二冷室内)◇二次冷却不锈钢(二冷室内)◇润滑不锈钢但分配器后为铜管(二冷室内)(23)弧形扇形段(扇形段1、2、3、4、5、6段)①技术参数可浇板坯宽度:1500~2100mm(冷态)可浇板坯厚度:180、220,250mm(冷态)弧形半径:10000mm弧形扇形段数量:6段辊径:驱动辊/非驱动辊Æ250mm/Æ230mm轴及辊子材质:GC42辊子数量:7对/每一段辊型:三分节辊辊身长2200mm轴承形式:自调心滚柱轴承辊子表面:堆焊耐磨不锈钢辊子开口度:最小100mm,最大350mm夹紧液压缸:4个/段传动辊压下缸:2个/段润滑:集中润滑159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案辊冷却:内外水冷结合冷却水联接:扇形段底部管路自动连接②功能和结构弧形段在恒定的10m半径上引导并支撑弯曲段与矫直段之间的铸坯。弧形段由底部及顶部框架组成,它们由安装在拉杆端部的4个铰接式液压缸使顶部框架上下运动及两个框架夹紧。辊子通过其轴承座由螺栓固定在顶部及底部框架的横梁上。分节辊小辊径,使辊子不但有足够的强度,并且生产出内部及表面质量最好的板坯。辊缝由夹持液压缸打开。垫块定位。弧形段冷却用水及压缩空气是自动连接,连接表面堆焊不锈钢,油脂及液压管路用快速接头连接。弧形段由四个螺栓固定在扇形段底座上。弧形段所有与辊子对中有关的重要表面采用不锈钢堆焊以确保对中准确。所有辊子轴承由中心润滑系统润滑。所有弧形段除喷嘴布置外,均相同,可互相更换。每个扇形段其主要构成如下:──扇形段的上框架──扇形段的下框架──连杆及液压夹紧装置──厚度调整垫块──驱动辊升降装置──夹辊及其支撑轴承──各种配管(包括液压、润滑及水配管)及自动连接装置──扇形段防护盖板主要特点:159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案·扇形段在支承底座上自动定位·扇形段的液压缸及润滑设备,通过快速接头、高压软管与车间配管相连接·驱动辊的升降由2个液压缸来实现·上框架打开和夹紧由4个液压缸来实现·厚度调整通过辅助垫块方式实现·通过旋转接头对分节辊的中心轴进行冷却设计优点:·最佳的侧面接近方式·在线可检查扇形段间过渡·采用分节辊在合适的辊径和辊间距下,可减少铸坯鼓肚·可方便、快速地更换辊子·由于采用辊子表面耐磨堆焊技术,辊子总寿命长·所有影响辊缝尺寸精度的相关表面采用不锈钢堆焊·管线材质◇二次冷却不锈钢(二冷室内)◇液压不锈钢(二冷室内)◇润滑不锈钢但分配器后为铜管(二冷室内)·扇形段安装就位后,冷却水和空气系统自动接通·通过安装在扇形段夹紧液压缸的溢流阀,所有扇形段具有过载保护(24)矫直扇形段(扇形段7、8段)①技术参数可浇板坯宽度:1500~2100mm(冷态)可浇板坯厚度:180、220、250mm(冷态)矫直扇形段数量:2段辊子数量7对/每段159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案辊径:Æ300mm(驱动辊和非驱动辊)辊型:三分节辊辊身长2200mm轴及辊子材质:GC42辊子开口度:最小100mm最大350mm辊子轴承:自调心滚柱轴承辊子表面:堆焊耐磨不锈钢夹紧液压缸:4个/段传动辊压下缸:2个/段润滑:集中润滑辊冷却:内外水冷结合冷却水联接:扇形段底部管路自动连接②功能和结构矫直段支撑铸坯,并依照连续矫直曲线把铸坯从半径为10m的弧形矫直为水平。两段不能互换。矫直段结构与弧形扇形段相似。每个扇形段其主要构成如下:──扇形段的上框架──扇形段的下框架──连杆及液压夹紧装置──厚度调整垫块──驱动辊升降装置──夹辊及其支撑轴承──各种配管及自动连接装置──扇形段防护盖板主要特点:·在支承底座上扇形段自动定位·扇形段的液压缸及润滑设备,通过快速接头、高压软管与车间配管相连接159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案·驱动辊的升降由2个液压缸来实现·上框架打开和夹紧由4个液压缸来完成·通过旋转接头对分节辊的中心轴进行冷却设计优点:·采用连续矫直后,坯壳应力小·最佳的侧面接近方式·在线可检查扇形段间过渡·采用分节辊在合适的辊径和辊间距下,可减少铸坯鼓肚·可方便、快速地更换辊子·由于采用辊子表面耐磨堆焊技术,辊子总寿命长·所有影响辊缝尺寸精度的相关表面采用不锈钢堆焊·管线材质◇二次冷却不锈钢(二冷室内)◇液压不锈钢(二冷室内)◇润滑不锈钢但分配器后为铜管(二冷室内)·扇形段安装就位后,冷却水和空气系统自动接通·通过安装在扇形段夹紧液压缸的溢流阀,所有扇形段具有过载保护(25)水平扇形段(9~12段)①技术参数可浇板坯宽度:1500~2100mm(冷态)可浇板坯厚度:180、220,250mm(冷态)水平扇形段数量:4段辊子数量7对/每段辊径:Æ300mm(驱动辊和非驱动辊)辊型:三分节辊辊身长2200mm辊子及轴材质:GC42159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案辊子开口度最小100mm最大350mm辊子轴承:自调心滚柱轴承辊子表面:堆焊耐磨不锈钢夹紧液压缸:4个/段传动辊压下缸:2个/段润滑:集中润滑辊冷却:内外水冷结合冷却水联接:扇形段底部管路自动连接②功能和结构水平段引导并支承铸坯直至其完全凝固。外弧辊子采用与拉坯方向垂直的横向喷水冷却。横向喷水不仅冷却辊子,并通过喷水吹掉氧化铁皮。内弧辊采用冷却水喷淋,直接喷在辊子表面。所有水平段相同,可互换。水平段的结构及冷却与矫直段相似。每个扇形段其主要构成如下:──扇形段的上框架──扇形段的下框架──连杆及液压夹紧装置──厚度调整垫块──驱动辊升降装置──夹辊及其支撑轴承──各种配管及自动连接装置──扇形段防护盖板主要特点:·在支撑底座上扇形段自动定位·扇形段的液压缸及润滑设备,通过快速接头、高压软管与车间配管相连接159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案·驱动辊的升降由2个液压缸来实现·上框架打开和夹紧由4个液压缸来完成·扇形段通过放置垫块调整浇注厚度·通过旋转接头对分节辊的中心轴进行冷却设计优点:·最佳的侧面接近方式·在机器上可检查扇形段间过渡·采用分节辊在合适的辊径和辊间距下,可减少铸坯鼓肚·由于采用耐磨堆焊技术,辊子总寿命长·所有影响辊缝尺寸精度的相关表面采用不锈钢堆焊·管线材质◇二次冷却不锈钢(二冷室内)◇液压不锈钢(二冷室内)◇润滑不锈钢但分配器后为铜管(二冷室内)·扇形段安装就位后,冷却水系统自动接通·通过安装在扇形段夹紧液压缸的溢流阀,扇形段具有过载保护(26)扇形段传动装置①技术参数驱动辊总数:20个传动装置总数:20套扇形段3、4、5、6(上、下传动):8个矫直段7、8(上、下传动):4个水平段9~12(上、下传动):8个传动装置形式:交流变频马达,线性控制齿轮形式:星轮传动拉坯时速度范围:0.1~2.5m/min159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案装引锭杆速度:5m/min②功能和结构主要部件为:──带电机、制动器、齿轮、万向节的传动系统。──传动装置的底座传动装置位于二冷室外,由万向节与驱动辊相连。传动装置安装在钢结构支座上。通过传动辊上辊压下和铸坯鼓肚传递拉坯力,完成穿引锭和拉铸坯,完成钢水连续浇注。主要特点:·驱动安装在冷却室外部的底板框架上,并用单梁吊进行检修。设计优点:·在维修时驱动装置可接近,方便检修·驱动装置位于潮湿区外,防止生锈(27)扇形段支撑底座扇形段支撑底座分为三大部分:──弧形扇形段支撑结构,用于扇形段1-6──矫直扇形段支撑结构,用于矫直段7、8──水平扇形段支撑结构,用于水平段9-12。考虑预留13段。全部支撑结构为钢板焊接后整体加工而成。主要特点:·焊接式结构·扇形段与支撑底座靠活接螺栓连接固定设计优点:·扇形段在支承底座上定位准确·相邻扇形段间对中精确·重要定位表面堆焊不锈钢(28)扇形段更换装置159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案①技术参数负载能力吊1个扇形段功能描述:扇形段更换装置用以更换扇形段。主要部件·带导向辊支撑架·扇形段导向机构主要特点·带导向辊支撑架,其轮子在“U”形导轨上运行·扇形段更换装置由该跨吊车来吊运,使扇形段升降及运走设计优点·通过更换装置在导向轨道内的精确导向及手动泵驱动液压缸动作使扇形段精确定位·更换装置内扇形段靠销钉定位方便·由于更换装置的结构牢固,吊运每个扇形段具有很好的可靠性。(29)扇形段更换导轨结构:U形钢板焊接结构件,固定在主机两侧混凝土墙上应用:扇形段更换装置两侧轮子在扇形段更换导轨U形导轨中上下移动,保证扇形段可靠地对中底座。主要优点:结构简单,安装可靠,可使扇形段快速吊运。(30)引锭杆①技术数据形式:链式(带有快速脱坯的永久性引锭头)引锭杆长度:~13.200m杆身厚度:143mm链节长度:450~700mm杆身材质:GC42引锭头:159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案厚度及宽度范围:180mm厚:1500mm~2100mm220mm厚:1500mm~2100mm250mm厚:1500mm~2100mm宽度进级:100mm材质:GTZ25②功能和结构引锭杆主要部件──引锭杆链──带调宽垫片的引锭头(调整垫片满足三种厚度不同宽度的用量)──过渡链──连接销引锭杆的作用主要是在每一个连浇开浇前堵封结晶器的下口,保证初浇钢水在结晶器内形成一定的坯壳,并将其连续引入拉矫区,直至与红坯脱离。引锭杆链以及与引锭杆头的过渡链节可以使引锭杆只能向内弧弯曲,这样可以保证引锭杆向辊道区及在存放装置上安全输送。引锭杆头设计成永久型。引锭杆头通过两侧加垫片可调整宽度。引锭杆配有一个事故分离接头,只用于在事故状态下(如坯壳粘住,溢流、漏钢等)将引锭杆的过渡件与引锭杆链分开。为此,要松开两个摆动螺栓,如松不开时,应用手动切割枪割开。分离联接件的连接鱼尾板配有螺母,活节销支承这些螺母,并靠有眼螺栓固定在分离连杆上。(31)引锭杆存放装置①技术参数形式:下装引锭杆系统,辊道侧面存放159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案移送小车数量:3个驱动方式:电动机械对中方式:辊道上液压装置液压缸数量:3个②功能和结构引锭杆存放装置用于将引锭杆从辊道上移至存放位或从存放位送至辊道上。上引锭时,引锭杆从存放位被送至辊道上,经辊道上液压对中装置对中后,用辊道送入铸坯导向区。主要部件有:──轨道3条──移送小车3个──配有电机、齿轮、轴、链子和链轮的驱动装置──液压对中装置──引锭头更换平台(32)脱引锭装置(包含在切割前辊道内)①技术参数形式:脱锭辊顶升自动脱钩顶升行程:156mm顶升驱动:液压②功能和结构脱引锭装置主要部件有:──摆动架──脱锭辊──液压缸(2个)159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案脱锭辊用于把引锭头从热铸坯上脱开。一旦引锭头行至恰当的位置,脱锭辊顶升,使引锭头与热铸坯脱离,然后脱锭辊下降,引锭杆被加速,并被运至升降档板前,由引锭杆存放装置动作侧向存放,脱锭辊下降后,热铸坯通过。(33)一次火焰切割机①技术参数切割铸坯尺寸:厚180,220,250mm宽1500~2100mm长6000~12000mm割嘴数:2个切割介质:霞普气:热值93MJ/Nm3压力0.05MPa氧气:纯度>99.5%压力>1.5Mpa切割渣粒化:喷水切割区长:~9.5m大车返回速度:Max20m/min点火形式:用引燃火苗自动点火长度测量:测量辊自动测量或拉矫编码器信号控制(可转换)②功能和结构一次火焰切割机用于将板坯切割成所要求的倍尺长度,对于最终定尺3000~3400mm的铸坯,一次切割为两倍尺,对于最终定尺1500~2900mm的铸坯,一次切割为三或四倍尺,并可进行坯头、坯尾的切割。切割期间,靠压下装置夹持铸坯,使火焰切割机与铸坯同步行走。铸坯长度通过测量装置或编码器控制,切割自动进行。切割机为包括机械、能源介质供应和控制、电气仪表控制等自成系统配套的机电一体品。其组成如下:──切割机支撑结构159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案──切割机械设备──能源介质供给控制──铸坯长度测量装置──电气控制系统──热防护装置主要特点·切割机在轨道上带有行走轨道和轨道横梁,在走行轨道末端有缓冲器。·开始切割时,切割机压住铸坯·自动开始切割·通过电缆拖链供应公辅材料设计优点·通过切割机拖抱夹装置夹住铸坯实现精确定尺切割(34)切头切尾收集装置技术数据类型:切头切尾溜槽收集箱式切头尺寸――长度最大600mm――宽度最大2100mm――厚度最大250mm切头、尾和试样输送系统的主要组件有:――带切头、切尾用的厚板溜槽――带吊耳的切头箱及切头箱盖切头箱是用跨间吊车进行吊运的。(35)切割前辊道①技术参数辊子数:4个(0~3#)(包括1159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案个无驱动脱锭辊)驱动辊数:3个辊子类型:光面辊辊子驱动:由齿轮马达单独驱动电机容量7.5kW辊径:Æ300mm辊身长度:2300mm辊距:2000mm辊子支承轴承型式:球面滚子轴承辊子材质:GC35辊道速度:0.6-30m/min辊子冷却:外水冷②功能和结构主要部件有:――轴承座――辊子――齿轮马达――脱锭辊液压缸2个该辊道用于在水平扇形段和切割机间支撑和传送热铸坯和引锭杆,轴承座固定在辊道梁上,在这个区域还装有脱锭辊及测量辊装置。因为预留13扇形段,切前辊道的第1个辊(脱锭辊)坐落在13扇形段位置上,待13扇形段上了后拆除切前辊道第1个辊改为第2个辊脱锭。辊子为外水冷式,由集中润滑系统提供油脂润滑。主要特点:·整体轴承座设计优点·辊子互换可使备件储备量降低159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案·辊子、轴承、驱动等设备互换,可使辊子实现快速更换。·驱动侧、从动侧设有防护罩(36)切割辊道①技术参数形式:切割窜动辊道式辊子根数5个(4~8#)辊距2000mm辊径Æ300mm辊身长2300mm辊子型式光面辊辊子材质GC35辊子速度0.6~30m/min辊子驱动方式电动齿轮马达单独驱动AC7.5kW轴承型式球面滚柱轴承冷却方式外水冷窜动驱动方式液压辊道窜动速度慢速1.8m/min快速6m/min辊道窜动行程600mm②结构与功能辊道长度应考虑到切割机整个切割范围的长度,为了避免火焰切割辊子及切割时氧化铁落下粘到辊子上,当氧枪接近辊子时,氧气瞬间关闭,辊道移动越过火焰。之后切割氧接通,继续正常切割。每个辊子都同样重复动作直到切割完成位置。辊道装备了喷射水(切割时氧化铁屑处理)和做成防水结构。驱动侧,从动侧的轴承都使用球面滚柱轴承。辊子的驱动方式为齿轮马达单独驱动。辊子轴承箱全部设置防热罩。159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案主要部件:——移动式辊道架——带支撑架的固定导轮——液压横移机构——辊子及驱动装置(37)引锭杆存放辊道①技术参数辊子数:9个(9~17#)辊子类型:光面辊辊子驱动:由齿轮马达单个驱动AC7.5kW辊径:Æ300mm辊间距:2000mm 辊身长:2300mm辊子材质:GC35辊道速度:30m/min轴承型式:球面滚柱轴承冷却方式外水冷②功能和结构主要部件有:──轴承座──辊子──齿轮马达切割后辊道用于输送存放引锭杆,以及输送一次切割后的铸坯。辊子通过集中润滑系统润滑,辊子为外水冷。主要特点·辊子可以互换·装在高刚度轴承座内的耐磨轴承159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案设计特点·辊子互换可使备件储备量降低·辊子、轴承、驱动等设备互换,可使辊子实现快速更换。·驱动侧、从动侧设有防护罩(38)二次火焰切割机①技术参数切割铸坯尺寸:厚180,220,250mm宽1500~2100mm长3000~5800mm切割机数量:1台割嘴数:2个/台切割介质:霞普气:热值93MJ/Nm3压力0.05MPa氧气:纯度>99.5%压力>1.5Mpa切割渣粒化:喷水点火形式:用引燃火苗自动点火②功能和结构二次火焰切割机用于将一次切割的四倍尺坯或二倍尺坯切成二倍尺坯或最终的定尺坯。切割位由PLC控制,钢坯定位在切割火焰不会切割辊道的位置上。与一次火焰切割机一样,二次切割机也是机电一体品。其组成如下:──切割机支撑结构──切割机械设备──能源介质供给控制──铸坯长度测量装置──电气控制系统159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案──热防护装置(39)二次切割辊道①技术参数辊子数10个(18~27#)辊子类型光面辊辊子驱动齿轮马达单个驱动辊径Æ300mm辊间距1400mm辊身长2300mm辊子材质GC35辊道速度0.6~30m/min②功能和结构主要部件:──支座──辊子──齿轮马达二次切割辊道用于运送铸坯及二次切割时铸坯的定位。一次切割后的倍尺坯在二切前定位至正确的切割位。二次切割后,两块铸坯被一起运送至等待辊道。辊子通过中心润滑系统润滑。冷却方式为外水冷。(40)等待辊道①技术参数辊子数10个(28#~37#)辊子类型光面辊辊子驱动齿轮马达单个驱动辊径Æ300mm辊间距1400mm159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案辊身长2300mm辊子材质GC35辊道速度30m/min②功能和结构主要部件:──支座──辊子──齿轮马达二切后的板坯送至等待位,再依次将每块板坯送至推钢机辊道。热送时直接输送轧钢辊道。辊子通过中心润滑系统润滑。冷却方式为空冷。热送时直接输送轧钢辊道。(41)推钢机辊道①技术参数辊子数4个(38~41#)驱动辊数4个辊子类型光面辊辊子驱动齿轮马达单独驱动辊径Æ300mm辊间距1400mm辊身长2300mm辊子材质GC35辊道速度30m/min②功能和结构主要部件:──支座──辊子159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案──齿轮马达铸坯在该辊道上停位后,推钢机将其横向推至垛板台上。热送时直接输送轧钢辊道。辊子由中心润滑系统提供油脂润滑,冷却方式为空冷。(42)活动挡板①技术参数数量:3个板坯最大重量:~50t(最长倍尺12m)最大撞击速度:30m/min升降驱动:液压缸升降行程:~250mm缓冲装置:缓冲器②功能和结构活动挡板用于引锭杆及铸坯在辊道上的定位。活动挡板(1)安装在17#辊后,用于引锭杆的定位活动挡板(2)安装在37#辊后,用于铸坯在进入推钢机辊道前的定位。活动挡板(3)安装在41#辊后,用于铸坯在进入热送辊道时的安全挡板。其主要部件有:──底座──挡板及缓冲器──液压升降装置(43)推钢机①技术参数形式:液压驱动推钢机导轨数:2个159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案推钢行程:~3660mm液压缸数量:液压缸行程:2~1250mm②功能和结构其主要部件有:──带轨道的基架──带同步轴和液压缸的杠杆系统──推钢小车──热防护罩推钢机用于将板坯从辊道推至垛板台上。安装在辊道架上的导轨用于推钢小车的导向。杠杆与一根同步轴相连,由液压缸驱动。推钢机液压介质由主液压系统供给,并由中心润滑系统提供润滑。(44)垛板台①技术参数形式:液压驱动承载能力:Max28t(铸坯)堆垛板坯数:2块(180,220,250mm厚)液压缸数量:2个②功能和结构其主要部件有:──板坯支撑梁──钢结构──台架支撑的导向和杠杆系统──液压缸──热防护罩垛板台用于将板坯堆垛。二块板坯在垛板台上堆成一垛后用吊车吊离。对于不同厚度的板坯,提升行程是可调的。159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案垛板台液压介质由主液压系统供给,并由中心润滑系统提供润滑。(45)漏钢保护装置漏钢保护装置是为了在漏钢时保护设备,即在弯曲段和弧形扇形段1之间设置一漏钢保护板,弧形扇形段1上设置一漏钢保护罩。(46)辊道护板辊道护板是为了使辊道区冲渣沟两侧的混凝土基础免受铸坯直接热辐射。为焊接结构。(47)冷却水系统l结晶器冷却水系统①技术参数系统类型:闭路循环水流量:750m3/h供水压力:0.9Mpa(接点处,标高±0.00)进口水温:max40℃温升:~8℃所需水质:软水(具体参数如下表)PH值8~9总硬度(CaCo3)<20ppmCO2-腐蚀性无氯化物<50ppm硫化物<50ppmFe+Mn<0.5ppmSiO21.0ppm沉淀的和悬浮固体物<20ppm油(石油醚可萃取的)无溶解总固体物<300ppm传导性<600mS/cm事故冷却水流量:200m3/h159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案事故供水时间:20min事故供水压力:≥0.3MPa②功能和结构结晶器冷却系统是一闭路循环系统,用于结晶器铜板冷却。钢水中的热量通过结晶器铜板传递给冷却水。──阀门──检测和控制仪表——配管及管件,二冷室内采用不锈钢管。l二次冷却和设备开路冷却系统①技术参数系统类型:开路循环水流量:600m3/h供水压力:1.0MPa供水温度:max35℃温升:~25℃要求水质:初滤水(具体参数如下表)pH值8.5~8.9总硬度(CaCO3)350ppmm-碱度<100ppmCO2—腐蚀性无氯化物<100ppm硫化物<250ppmFe+Mn0.5ppm沉降和悬浮固体物<20ppm油(石油醚-可萃取的)<5ppm总溶解固体物<600ppm传导性<1200ms/cm159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案事故冷却水流量;180m3/h事故供水时间:30min事故供水压力:≥0.3MPa雾化压缩空气耗量:~8500Nm3/h供气压力:≥0.35Mpa②功能和结构二次冷却和设备开路冷却系统用于按冶金要求对铸坯进行直接冷却以及导向辊的外部冷却。二次冷却区布置及冷却形式如下:位置冷却形式结晶器窄面喷水结晶器宽面足辊喷水弯曲段,上部气雾冷却弯曲段,下部气雾冷却扇形段1~8,内弧气雾冷却扇形段1~8,外弧气雾冷却设备开路冷却区布置及冷却形式如下:位置冷却形式扇形段9-12,内弧预留13喷水扇形段9-12,外弧预留13横向喷水辊道外水冷火焰切割机内冷,敞开出口系统主要特点:──二冷分区,分回路分别控制;──采用低水量-低气压的优化喷水模型对雾化气压力进行控制;──后部扇形段外弧区采用横向喷嘴对辊子进行外部冷却。系统主要部件:159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案──自动反洗过滤器──供水管路及管件、软管,自动反洗过滤器后,采用不锈钢管──检测和控制仪表、阀门l设备闭路冷却系统(二冷室内不锈钢管)①技术参数系统类型:闭路循环水流量:600m3/h接点供水压力:0.9Mpa供水温度:max40℃温升:~15℃要求水质:软化水(同结晶器冷却水质)事故冷却水流量;180m3/h事故供水时间:30min事故供水压力:>0.3MPa②功能和结构设备闭路冷却系统用于铸坯导向辊和轴承座的内部冷却。系统主要部件:──供水和回水管路──阀门、软管──检测仪表l冲渣水流量:300m3/h供水压力:~0.3Mpa水质:经沉淀后的二冷初滤水(48)液压设备l连铸机主液压系统(1)技术参数159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案液压介质:水乙二醇(使用清洁度NAS7级)工作压力:21MPa油箱容积:5000l油箱材质:不锈钢循环泵:数量2台(1台备用)工作压力1.0MPa过滤器:形式双筒式过滤精度10mm高压泵:数量4台(1台备用)转速1000rpm形式恒压变量柱塞泵(进口件)设计压力25.0Mpa工作压力21Mpa蓄能器:形式带氮气瓶的柱塞式蓄能器有效容积400l(4´100l)(2)功能和结构连铸机主液压系统提供液压介质完成以下功能:──钢包提升──液压制动器──事故驱动──液压锁定──钢包加盖──钢包滑动水口控制中间罐车:──中间罐提升159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案──中间罐横向调整浸入式水口快换装置──浸入式水口快换结晶器:──宽面松开钢包长水口操作装置:──长水口压紧扇形段:──打开──夹紧──驱动辊压下引锭杆系统:──脱引锭──引锭杆对中切割辊道:──切割辊道窜动活动挡板:──升降推钢机:──推坯垛板台:──升降主要设备组成:──油箱及其附件、过滤器──循环泵、高压泵──带氮气瓶的蓄能器──阀台(159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案包括电磁换向阀、油路块、单向阀、节流阀、溢流阀、减压阀及比例减压阀等)──管路(包括管线、快速接头、接头、高低压软管和管夹等)。──仪表(压力开关、压力计、限位开关等)液压系统管路材质为普碳钢。l结晶器和扇形段维修区用液压设备①技术参数液压介质:水乙二醇工作压力:16.0MPa油箱容积:400l油箱材质:不锈钢过滤精度:10mm②功能和结构液压系统具有下列试验功能:在结晶器对中台:──结晶器夹紧、松开在扇形段组装/对中台:──扇形段内弧框架提升、下降──扇形段夹持──驱动辊压下液压系统管路材质为普碳钢。l中间罐维修区用液压设备①技术参数液压介质:水乙二醇工作压力:16.0MPa油箱容积:400l油箱材质:不锈钢过滤精度:10mm159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案②功能和结构液压系统用于中间罐倾翻台上中间罐顶渣。液压系统管路材质为普碳钢。(49)集中干油润滑系统l钢包回转台润滑系统①技术参数系统类型:双线式工作压力:20.0MPa干油粘度:NLGI2级干油泵:数量:1台形式:柱塞泵能力120ml/min油桶容积100l设计压力35~40Mpa②功能和结构钢包回转台润滑系统为回转台下部件提供润滑:──主轴承主要设备组成:──带马达和贮油桶的干油泵──换向阀──双线分配器──配管(包括管线、接头、软管和管夹等)──管线压力开关和压力表──电气控制箱润滑系统管路材质为普碳钢。l结晶器、结晶器振动装置及弯曲段润滑系统159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案①技术参数系统类型:双/单线式,一级分配箱前为双线式,一级分配箱后为单线式工作压力:20.0MPa干油粘度:NLGI2级干油泵:数量:1台形式:柱塞泵形式235ml/min油桶容积100l设计压力35~40MPa②功能和结构润滑系统给下列设备提供干油润滑:──结晶器足辊轴承──结晶器振动装置轴承──弯曲段辊子轴承主要设备组成:──带马达和贮油桶的干油泵──过滤器、换向阀──管线压力开关、压力表──单线递进式分配器(带释放装置),双线分配器──配管(包括管线、接头、软管和管夹等)润滑系统管路材质为普碳钢。l扇形段润滑系统①技术参数系统类型:双/单线式,一级分配箱前为双线式,一级分配箱后为单线式159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案工作压力:20.0MPa干油粘度:NLGI2级干油泵:数量:1台形式:柱塞泵形式235ml/min油桶容积100l设计压力35~40MPa②功能和结构润滑系统给下列设备提供干油润滑:──弧形段1~6──矫直段7~8──水平段9~12(预留13段)主要设备组成:──带马达和贮油桶的干油泵──过滤器、换向阀──管线压力开关、压力表──单线递进式分配器(带释放装置),双线分配器──配管(包括管线、接头、软管和管夹等)润滑系统管路材质为普碳钢。l出坯区润滑系统①技术参数系统类型:双/单线式,一级分配箱前为双线式,一级分配箱后为单线式工作压力:20.0MPa干油粘度:NLGI2级干油泵:159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案数量:1台形式:柱塞泵能力~235ml/min油桶容积100l②功能和结构出坯区润滑系统给下列设备提供干油润滑;──辊道(包括切割前辊道、切割辊道、引锭杆存放辊道、二切辊道、等待辊道、推钢机辊道)──脱引锭装置──推钢机──垛板台主要设备组成:──带马达和贮油桶的干油泵──过滤器、换向阀──管线压力开关、压力表──单线递进式分配器,双线分配器──配管(包括管线、接头、软管和管夹等)润滑系统管路材质为普碳钢。(50)结晶器组装及对中台①技术数据台架形式:用于1个结晶器修理/对中和泄漏试验②功能和结构结晶器组装及对中台用于所有必需的检查、调整和维修工作(包括装/拆)。在该台架上需检查的项目:──所有结晶器一次冷却水回路──所有结晶器二次冷却水回路159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案──宽面调整──窄面调整──足辊调整──足辊更换──足辊转动性──铜板状况──足辊状况──窄面及宽面间缝隙的调整结晶器组装及对中台为螺栓连接/焊接结构,其主要部件有:──结晶器支撑框架及紧固件──压力和泄漏测试的供、回水管路──梯子、走道和栏杆──带水箱的试压用的电动泵(51)振动装置组装及对中台①功能说明:此台架用于结晶器振动装置的检修。也用于组装、拆卸结晶器和弯曲段,并用于结晶器和弯曲段及弯曲段和弧形段之间的对中和调整。台架配备有支承架与连铸机支承结构相似,支承振动装置。结晶器和弯曲段及弯曲段和弧形段之间的对中采用对弧样板进行对中。经检查合格后,快速更换台可以快速吊到在线位置,进行更换和安装。(52)弯曲段组装和对中台技术参数能力1个弯曲段功能描述用于检查内、外弧上辊子的位置,以及检查框架结构尺寸精度和辊子开口度。辊子通过天车吊装。159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案主要组成·底板框架及支撑座·底框架有检测基准面主要特点·在组装对中台上可以通过检测辊子至样板的距离,达到辊子对中目的·框架支撑的基准表面与在线设备的基准表面相同·可以容易地检测到辊子间距设计优点·调整、检查简单容易·可在任何位置上对辊子进行测量·由于可用吊车进行辊子拆卸操作,辊子测量与组装简单在弯曲段台架上进行如下测试:·对中·辊子转动能力·辊缝检测(53)弯曲段倾翻台用于把弯曲段从垂直位置放到水平位置,在水平位置拆卸弯曲段。倾翻动作由车间吊车完成。(54)扇形段外弧组装对中台用于弧形段1~6,矫直段7、8和水平段9~13①技术参数台架个数:1台1个工位用于弧形段1个工位用于矫直段和水平段②功能和结构扇形段外弧组装对中台用于外弧辊子对中检查和调整,以及支撑架的检查和扇形段的辊子组装、对中和辊间距测量。159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案该台架也可用于扇形段内、外弧框架解体。主要部件有:――框架及支承座――框架测量面和基准面――支架和梯子主要特点·基准支撑表面与铸机上的支撑表面相同·干净、易于接近对中台设计优点·检查调整简单容易·在扇形段外弧组装对中台上进行如下测试:·辊子对中·内弧框架升降·驱动辊压下·液压系统密封性·辊子转动能力·辊缝检测(55)扇形段内弧倾翻和对中台①技术参数能力:1个扇形段内弧②功能和结构扇形段内弧倾翻和对中台用于内弧辊子对中检查的调整,以及支撑架的检查和扇形段的维修。内弧倾翻借助于车间吊车完成。拆卸辊子在向上位置进行,卸下的辊子可由起重设备吊走。主要组成:──框架159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案──测量面和基准面──支架和梯子(56)弯曲段喷水检查台①技术参数能力:1个弯曲段⑵功能和结构喷水检查台用于维修后的弯曲段在装入铸机前进行喷嘴测试。也可用作下线待修弯曲段的清洗台。主要部件有:──放置弯曲段的支撑结构──水喷溅防护罩──水和压缩空气连接装置(57)扇形段喷水检查台①技术参数台架个数:1台1个工位用于弧形段1个工位用于矫直段和水平段②功能和结构喷水检查台用于维修后的扇形段在装入铸机前进行喷嘴测试。也可用作下线待修扇形段的清洗台。扇形段分别放置在二个带有自动接水装置的单独支撑结构上。主要部件有:──放置扇形段的支撑结构──水喷溅防护罩──水和压缩空气连接装置(58)快速更换台存放台存放台用于快速更换台的存放。主要部件有:159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案──基架──走台和梯子(59)辊子装配台功能和结构辊子拆装台用于需维修辊子辊套、轴承的拆卸和装配。主要部件有:──框架(60)结晶器锥度测量装置锥度测量装置用于浇注前结晶器窄面锥度的仔细检查以便调整。锥度范围:0-15mm/m主要部件如下:──带调整装置及水平仪的测量架──测量平板──百分表(61)对弧样板数量:1套功能说明:用于结晶器、弯曲段及各扇形段的对中测量(62)中间罐倾翻台①技术参数中间罐固定方式:人工夹紧倾翻驱动方式:电动机械倾翻角度:±180°②功能和结构中间罐倾翻台用于将中间罐翻转±180°,这样在拆罐时留下的耐火材料和残钢被倒出。如果中间罐结壳较小,将用水口结壳顶出液压缸来去除结壳。159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案中间罐倾翻台的主要部件有:──支撑结构,平台包括梯子──夹持装置──倾翻驱动装置──水口结壳顶出液压缸(63)中间罐结壳去除装置结壳去除装置用于在吊车去除大于~15t结壳。固定形式:用固定在基础上的摆臂人工操作夹紧主要部件:──固定在基础上的摆臂──夹紧装置(64)中间罐冷却台中间罐冷却台用于冷却及存放中间罐。主要部件:──带导向的支架──夹承装置──梯子、走道和平台(65)中间罐水口安装及修砌喷涂台用于中间罐的砌衬和喷涂。结构形式:钢结构放置中间罐数:3个主要部件:──支撑结构──工作平台、梯子(66)中间罐冷却风机中间罐冷却风机用于热修中间罐的冷却。风机形式:轴流风机159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案风量:25000m3/h风压:~250Pa(67)中间罐干燥站(以供货商提供的数据为准)①技术参数烧嘴数目:2烧嘴功率:每个330kW燃气类型:转炉煤气,发热值6.7MJ/Nm3干燥温度:约600~700℃(耐火衬)干燥时间:9个小时②功能和结构中间罐干燥站设置在中间罐维修区,用于重砌中间罐的干燥。主要部件有:──旋转框架──驱动装置──烧嘴──助燃空气风机──阀门(68)塞棒存放架用于存放塞棒。结构:钢结构可放置塞棒数:5根(69)中间罐喷补机(以供货商提供数据为准)①技术参数输送泵能力:1500l/h泵压:1.0~2.5MPa输送距离:约30m喷补软管:Æ35mm,13.5m长159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案Æ25mm,10.0m长在罐上的摆动高度:2500mm喷补操作:手动(通过喷枪)循环装置:──钢罐:直径700mm高度1000mm容积400l②功能和结构中间罐喷补机用于中间罐工作层泥料的喷涂。其主要部件如下:──方管框架结构,梯子支座,踏板。──受料漏斗,带分割刀,减压锥,附加变截面混料配料仓。──盖式过滤器,带钢边框和吊耳。──充填料面探测器和附加离心力振动器。──出料装置,带链轮和旋转给料器──连续混料器,带配料轴和专用混料轴──泥浆泵,带泥浆漏斗和轴──循环罐,带混料和传动轴,配有泵、溢流管和排出管──水和气动管配件保护箱,配有玻璃门──每台马达自动控制用的开关柜(70)中间罐吊具结构型式:四个板钩铰接在框架上,框架上有吊环,可让吊车吊起功能说明:吊运中间罐主要组成·框架·板钩(71)通用吊具159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案用于吊运下列设备:·结晶器盖·结晶器·弯曲段·扇形段主要组成·梁·链子、吊环、吊绳、卸扣等主要特点·用通用吊具使得链子及吊绳上的负荷均匀·由于使用链子及吊绳,用同一个吊具可以吊运不同设备·吊具总高度较低设计优点·因为不必更换吊具所以节约吊运时间(72)快速更换台吊具结构;四个板钩铰接在框架上,框架上有吊环,可让吊车吊起。功能说明:吊运快速更换台(结晶器+弯曲段+粘接的铸坯+结晶器振动装置)主要组成·框架·板钩(73)引锭头吊具应用:用于吊运引锭杆头(74)中间罐打结设备(75)维修用电动葫芦①液压站、水阀站内维修用电动葫芦:起重量 2t159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案起升高度 6m②扇形段驱动装置检修用单梁起重机:起重量 3t起升高度 9m③回转台液压缸检修用电葫芦:起重量 10t起升高度 20m2.3.3连铸车间的作业面积和设备数量计算为了维持连铸车间的正常生产,连铸车间必须搞好替换设备的维修和热周转设备维护,保证一定完好设备的数量,保证主机的正常运转。因此,每个连铸车间设计,除了考虑主机的布置合理顺行外,还要考虑好设备维修、中间罐维修和钢坯堆存,必须保证各区域作业流程合理,面积充足,设施数量够用。(1)设备维修区经过长时间连续生产的铸机,经测试铸机的精度超过误差规定,或浇注事故等原因,使连铸设备不能继续正常浇注时,铸机主要的大部件整体吊下,在维修区的结晶器和扇形段清理和试水台上放置清理后,在维修台架上解体,组装、对中、试验,上机再用。结晶器、弯曲段扇形段维修工艺流程见图2-13、图2-14、图2-15。①设备维修流程如下:159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案图2-13结晶器维修工艺流程框图线上吊下地面存放弯曲段喷嘴检查台清洗试验水喷嘴清除脏物及废钢弯曲段内弧维修对中台内外弧维修对中、内外弧组装扇形段喷嘴检查台吊下内弧及维修外弧存放待用图2-14弯曲段维修工艺流程框图159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案从线上吊下存放待修、待用扇形段喷嘴检查台清除脏物、粘钢喷嘴试水扇形段拆装及外弧维修对中台扇形段吊下内弧扇形段内外弧组装、试压及外弧维修对中扇形段内弧翻转维修及对中台内弧翻转维修及对中图2-15扇形段维修工艺流程框图②设备维修区的台架数量台架数量表2-16序号维修台架名称数量台架功能布置跨间1快速更换台对中台1线上卸下的快速更换台解体,维修好的结晶器、结晶器振动装置、弯曲段对中,维修好的快台存放。C-D跨2快速更换台存放台1用于维修好的快台和吊具存放C-D跨3结晶器维修对中台1用于结晶器维修和对中C-D跨4弯曲段维修对中台1用于弯曲段的维修和对中C-D跨5弯曲段翻转台1用于弯曲段的翻转C-D跨6弯曲段喷嘴检查台1用于弯曲段的清洗和试水C-D跨7扇形段喷嘴检查台1用于扇形段的清洗和试水(两工位)B-C跨8扇形段外弧维修台2用于扇形段的外弧的维修、对中和内外弧组装B-C跨9扇形段内弧翻转、维修、对中台1用于扇形段内弧的翻转、维修、对中B-C跨10辊子维修装配台1用于辊子的拆装B-C跨③维修面积159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案设备维修分别布置在B-C和C-D两跨的1-4号柱之间,总面积约3780m²,用于设备的维修,B-C跨5-9号存放、分部件的存放应当足够了。(1)中间罐维修区由于耐火材料寿命的原因,中间罐必须经常进行内衬的维修,为了节省耐火材料,和节约能源,对于热运行的中间罐通常只换中间罐的喷涂层,称为热修。而当中间罐用到一定程度,就要对中间罐的永久层进行更换,称为冷修。因此,为了保证中间罐的正常周转,所以设计中间罐的维修区和足够数量的中间罐维修设施和面积是十分必要的。①中间罐维修工艺流程中间罐热修工艺流程如图2-17图2-17中间罐热修工艺流程框图中间罐冷维修流程如图2-18159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案图2-18中间罐冷修工艺流程框图②中间罐数量根据大量的生产实践数据,目前中间罐采用的耐火材料的使用寿命在300~400分左右。若连铸机的单炉浇铸周期与转炉的冶炼周期同步,则中间罐的连浇炉数可以达到10炉。在一个转炉生产的情况下日产40炉,所以4-5个中间罐,足可以够周转使用。考虑冷修和备用,所以设计考虑8个中间罐。在线中间罐数量2个替换件数量6个中间罐盖在线2个替换2个③中间罐维修设施数量159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案表2-19中间罐维修设施序号台架名称数量功能布置跨间1中间罐倾翻台1用于倾倒浇铸后中间罐的残钢残渣和耐火废料及大修包拆包料。H-J跨2中间罐冷却台(2位)1用风机冷却铸后的热中间罐C-D跨3中间罐去除台1用吊车拔出废钢C-D跨4中间罐喷涂台(三位)1用于中间罐喷涂耐火材料涂层和安装水口、塞棒C-D跨5中间罐干燥站1用于中间罐耐火层的干燥C-D跨6中间罐砌罐坑1用于冷修中间罐C-D跨④中间罐维修区布置及作业面积中间罐维修区布置在C-D跨,6-9号柱之间。采用双层吊车作业。区域面积约2871m²,除有9个固定的中间罐座外,还有1000m²面积用于存放中间罐、耐火材料、塞棒吊具以及废物等,面积足够一台连铸机生产时维修中间罐用。(1)钢坯库由于目前连铸机的发展水平,连铸机的生产节奏仍无法与轧钢相匹配,年生产时间,维修,计划维修时间也不尽相同,所以连铸坯还作不到百分之百的直送,铸坯质量也不能做到全部无清理。所以在连铸和轧钢之间设钢坯库协调两工序之间的不平衡。坯库的大小,一班按轧钢车间维修时,能存放7天左右的钢坯。现钢坯库40米宽,192米长。建筑面积7680m²①钢坯库堆存钢坯量钢坯垛位尺寸:钢坯垛位按可以堆存钢坯尺寸2100x3400mm。垛位尺寸3100x3600159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案坯库可以布置垛位行数:40000mm跨,扣除吊车极限以外和人行通道7600mm,可以堆坯的车间有效宽度:32400mm.可以排列垛位行数9行。坯库可以排列垛位列数:195000mm长坯库,扣除吊车极限以外、辊道两侧和火焰清理等,可排列垛位长度151000mm,排列垛位列数共48列。坯库可布置钢坯垛位总数:48x9=423垛每垛平均堆钢坯重量:按平均钢坯尺寸1800x3200mm,平均堆高2000mm,则每垛堆钢坯重量~90t。钢坯库可堆钢坯总量:90x423=38070t②车间日产钢坯:4333t③则坯库可堆存钢坯天数:~8.8天。由以上计算看出,钢坯库可以满足生产要求。(1)车间起重运输设备①C-D跨高轨面吊车吨位的确定本跨吊车主要用于更换中间罐,连铸机结晶器、扇形段等设备。以及结晶器和弯曲段的维修作业。起重的最大件是处理事故时吊运快速更换台。更换台重量如下:结晶器18t振动装置36t弯曲段37t残坯16t残水2t吊具15t总计124t考虑到车间二期预留厚度300mm大规格板坯连铸机,所以本跨起重机选用140/30t桥式起重机。159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案②C-D跨低轨面吊车吨位的确定本跨吊车运行在6-9号柱间,主要用于中间罐的维修。各种负载重量如下:中间罐20t中间罐盖4.2t塞棒机构1.0t水口快换机构和浸入式水口0.4t吊具6.0t残钢10t总重41.6t因此本吊车选用50/10t桥式起重机。③B-C跨起重机吨位的确定B-C跨是扇形段维修跨,本跨吊车主要用于设备维修和出坯区事故处理。主要荷载如下:整体扇形段重量63t吊具重量5t残钢、残水2t总重70t考虑二期本车间还要建更大的板坯连铸机,故选用80/10t桥式起重机。④A-B跨起重机吨位的选择A-B跨为钢坯库,用于下线钢坯的堆存。所以本跨的起重机主要用于钢坯的吊运。正常运转时,最大的荷载是由垛板台垛起的两块2100x3400mm钢坯。而出坯事故状态时,事故坯的可能达2100x9000mm。因此最不利的荷载约36.8t,钢坯吊具重13t,因此本跨选定30+30t钢坯夹钳桥式起重机。⑤各跨起重机台数的确定起重机的数量决定两个因素,一是起重机的平均作业率;二是集中负荷。159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案B-C,C-D两跨起重机,主要用于设备维修等辅助作业,C-D跨又是双层吊车作业,所以每跨选1台吊车。A-B跨起重机,用于吊运钢坯,配合连铸机连续生产,在连铸机最高拉速生产时,3.5分一钩活,如果一台起重机完成铸坯下线很困难,在起重机故障时,连铸机必须停产,所以选用两台起重机。2.4连铸车间产量计算(1)计算条件①连铸车间产品方案见2.1。②炼钢车间设备及参数120t转炉1座出钢量平均125t最大135t冶炼周期 平均 38分LF钢包炉1座VOD精炼炉1座(予留)③穿引锭时间50分④连铸机允许拉速,见表2-5⑤连铸车间作业率82%,计算如下表表2-20 连铸车间作业率表项目天数(d/a)比例(%)备注年日历天数365定期小修164.4每周一次,每次8小时事故检修71.9铸机故障、漏钢等计划外检修41.1冶金耽搁82.2不合格炉次、转炉轧钢等年度大修205.4等待时间82.2包括更换厚度(2h/次)等年作业天数30282⑥金属收得率金属平衡计算如下图159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案合格坯1430000钢包注余5895.6395中间罐钢水1468014.22钢水1473909.8699.5%0.7%97.9%99.6%0.4%0.6%0.5%0.3%割缝及漏钢损失8808.0854氧化铁皮损失4404.0427原坯1437185.92.663切头切尾7340.0711中间罐注余10276.09960.5%清理损失和废品7185.9296图2-21金属平衡方框图按此平衡,金属收得率~97.0%连铸机生产能力见表2-22。(2)连铸车间产量159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案2.5连铸车间技术经济指标和消耗指标2.5.1连铸车间技术经济指标表2-23 技术经济指标 序号指标单位数值1连铸机铸坯产量t/a1,430,0002连铸机台x流数台x流1x13铸坯断面mm 厚180、220、250 宽1500~21004定尺长度mm1500~34005钢种见产品方案6连铸机机械拉速m/min最大2.57连铸机年作业率%828金属收得率%97.09连铸车间设备总重t412010连铸车间建筑面积m²2008511连铸车间定员人186159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案2.5.2 连铸车间消耗指标见表2-24表2-24 主要消耗指标 序号项目单位数值备注1钢水kg/t坯平均10312耐火材料kg/t坯3.63中间罐保护渣kg/t坯0.64结晶器保护渣kg/t坯0.65结晶器铜板kg/t坯0.056液压,润滑油kg/t坯0.0157测温头个/炉48电能kwh/t坯8不含水处理9氧气Nm3/t坯4.110霞普气Nm3/t坯411混合煤气Nm3/t坯1012压缩空气Nm3/t坯3013氩气Nm3/t坯0.0514补充水m3/t坯1见水道2.6连铸车间劳动定员159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案表2-25 板坯连铸机劳动定员表序号岗位名称四班定员小计共计IIIIIIIV一、连铸工段881浇注工长111142浇注工5555203主控室操作工222284切割操作室操作工222285事故切割(准备工)222286配水站值班工111147液压润滑站值班工111148出坯工3333129精整工2222810值班电工2222811值班仪表工11114二、中间罐维修工段281维修班长111142拆包及翻包222283修砌工444416三、设备维修工段361维修班长1122跟班维修工222283结晶器维修工4484弯曲段维修工448159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案5扇形段维修工5510四、吊车司机281运转班长111142浇注跨140/32t吊车111143浇注跨50/10t吊车111144切割跨80/20t吊车111145出坯跨30+30t吊车333312五、连铸车间技术管理人员6总计186159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案2.7板坯连铸车间设备总表表2-26 板坯连铸车间主要设备表序号设备名称技术规格单位数量设备单重(t)设备总重(t)备注一 连铸机在线设备 1钢包回转台(含钢包加盖机构、回转台锚固件、本体配管)型式:蝶式,带升降及称量系统;承载能力:最大2×200t;回转半径:5500mm;正常/事故回转速度:1/0.5r/min;钢包升降行程:800mm;钢包加盖:液压升降,电动旋转电动旋转。套1 2溢流罐 个1 3事故罐 个2 4事故溜槽 套1 5中间罐工作容量34t;工作液面:1230mm个2 6中间罐盖 套2 7中间罐塞棒装置套2 8浸入式水口快换装置 套2 9中间罐车(含本体配管)高低腿半门型结构行走速度2~20m/min;升降行程600mm台2 10中间罐烘烤站 套2 11浸入式水口预热装置燃料:混合煤气套2 浸入式水口预热炉 套1 12长水口安装机构提升液压驱动套1 13连铸机浇注平台钢结构 1 14钢包操作平台钢结构 1 15二冷室 1 16操作箱悬臂架 套1 17结晶器排烟风机风机和管道套1 18二冷排蒸汽风机 套1 19结晶器220/1500~2100mm停机时可手动调宽、组合件套1 20结晶器罩 个1 21结晶器振动装置频率:50~300次/min;振幅:±4mm。套1 结晶器振动装置锚固支架 套1 22弯曲段17对辊子辊径φ160mm段1 23弧形扇形段(1—6)弧形半径10m7对辊子/段;辊径φ230/250mm段6 24扇形段7、87对辊子/段辊径φ300mm段2 159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案25扇形段9—127对辊子/段辊径φ300mm段4 26扇形段驱动装置 套1 27扇形段底座 套1 28扇形段更换装置 套1 29扇形段更换导轨 套1 30引锭杆180,220,250×1500~2100mmmm,长度13200mm套1 31引锭杆存放装置存放小车、轨道、卷扬机构套1 32漏钢保护装置 套1 33脱引锭装置及切前辊道实心辊辊径φ300mm辊身长2300mm辊距2000mm套1 34一次火焰切割机机电一体品套1 35切头移出装置斜溜槽加料箱套1 36切割移动辊道实心辊辊径φ300mm辊身长2300mm辊距2000mm套1 37引锭杆存放辊道实心辊辊径φ300mm辊身长2300mm辊距2000mm套1 38二次火焰切割机机电一体品套1 39二次切割辊道实心辊 Ø300mm辊身长2300mm辊距1400mm套1 40等待辊道实心辊 Ø300mm辊身长2300mm辊距1400mm套1 41推钢机辊道实心辊 Ø300mm辊身长2300mm辊距1400mm 1 42升降挡板液压升降式套3 43推钢机液压推钢机套1 44垛板台液压升降套1 45辊道护板钢板焊接结构套1 46连铸机冷却水及压缩空气配管套1 47液压设备 主液压系统介质:水乙二醇套1 扇形段维修区液压设备套1 中间包维修区液压设备套1 48 集中干油润滑系统 钢包回转台润滑系统双线式 20.0MPa套1 结晶器及振动装置润滑系统双/单线式 20.0MPa套1 扇形段润滑系统双线式 20.0MPa套1 出坯区润滑系统双/单线式 20.0MPa套1 159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案合计~2370t二连铸机离线设备1 结晶器组装及对中台钢结构平台、梯子和栏杆台1 2 振动装置组装及对中台钢结构平台、梯子和栏杆台1 3弯曲段组装及对中台钢结构平台、梯子和栏杆台14弯曲段倾翻台台15 扇形段外弧组装对中台 台 1 6扇形段内弧翻转及对中台 台 17扇形段喷水检查台 台 18弯曲段喷水检查台 台 19快速更换台存放台 台 110辊子装配台 台 111结晶器锥度测量装置锥度测量范围0-15mm/m 台 212对弧样板包括:铜板—足辊﹑足辊—弯曲段﹑弯曲段—弧形段弧形段﹑矫直段﹑水平段﹑弯曲段对中台,扇形段(弧形段)对中台﹑扇形段(矫直段和水平段)对中台各类样板套1 13中间罐倾翻台电动倾翻装置台1 14中间罐结壳去除台用吊车去除台1 15中间罐修罐坑用于中间罐冷修个1 16中间罐水口安装和喷涂台钢结构平台(3位)台1 17中间罐冷却台风机和平台(2位风机2x25000m³)台118中中间罐干燥站机电一体品台119塞棒存放架钢结构台120中间罐喷补机颗粒度;2~6mm台121中间罐吊具台222通用钢梁吊具吊结晶器盖、结晶器、弯曲段、扇形段套123快速更换台吊具吊结晶器、结晶器振动和弯曲段组合件个124引锭头钢绳吊具台125车间管线套126中间罐打结设备套1在线维修起重设备273t单梁吊车LK=4m 起升高度9m台1282t电动葫芦起升高度6m台2159
中冶京诚工程技术有限公司唐山中厚板炼钢、连铸施工图方案2910t电动葫芦起升高度20m台1合计~460t三车间设备1140/32t桥式吊车LK==30m 轨面29m 台1250/10t桥式吊车LK=27.5m 轨面17m台1380/20t桥式吊车LK=27m轨面17m台1430+30t夹钳吊车LK=37m 轨面11m台2510t电动葫芦起升高度~34m台2610t电动葫芦起升高度~24m台275t电动葫芦起升高度~22m台281.5m³装载机台1975t过跨车电动 行程24m台110垃圾箱个5112t柱式悬臂起重机起升高度~4m半径5m台112板坯夹钳套113事故钢包套1合计~730t四更换备用件1中间罐个62中间罐盖套23中间罐塞棒装置套64浸入式水口快换装置液压缸行程300mm套45结晶器180/1500~2100套26结晶器220/1500~2100套17结晶器250/1500~2100套28结晶器振动装置套19弯曲段个210弧形扇形段个211矫直段1个112矫直段2个113水平扇形段个1合计~560t一、二、三、四项合计~4120t159'