

- 511.24 KB
- 4页
- 1、本文档共5页,可阅读全部内容。
- 2、本文档由网友投稿或网络整理,如有侵权请及时联系我们处理。
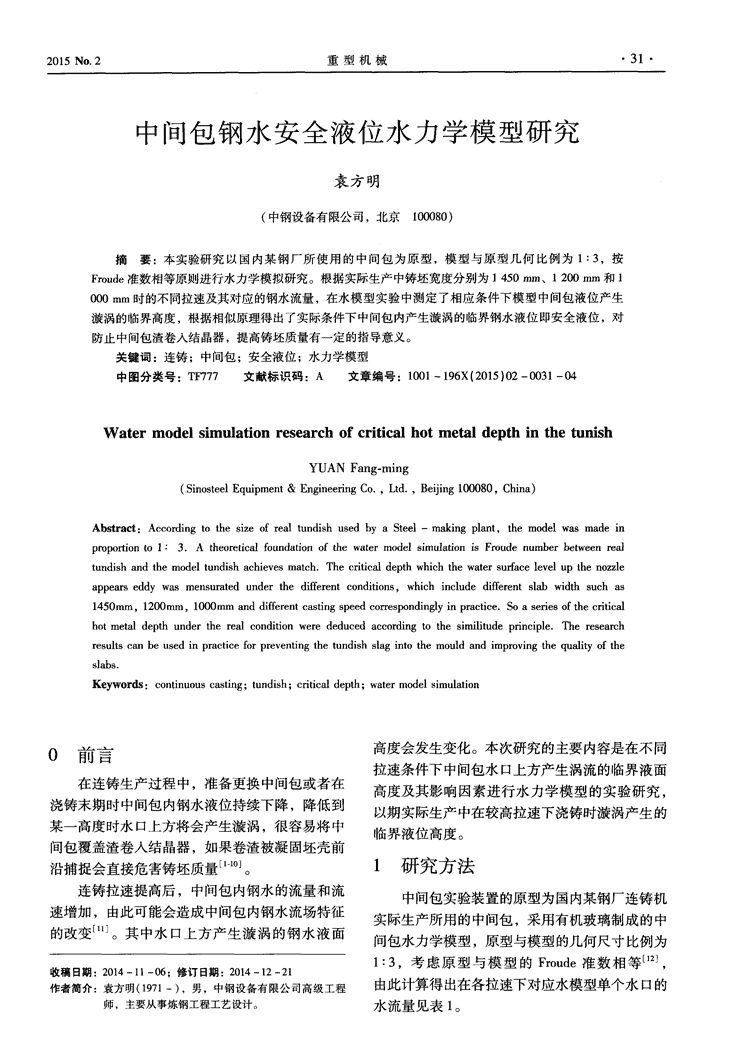
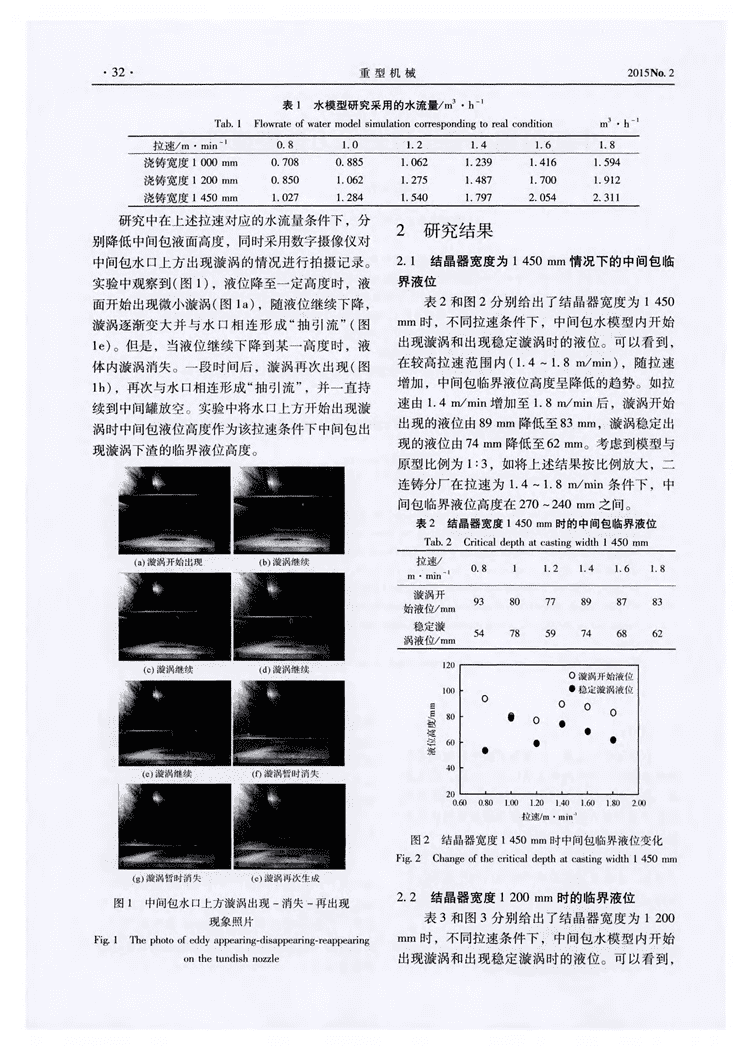
'重型机械·31·中间包钢水安全液位水力学模型研究袁方明(中钢设备有限公司,北京100080)摘要:本实验研究以国内某钢厂所使用的中间包为原型,模型与原型几何比例为1:3,按Froude准数相等原则进行水力学模拟研究。根据实际生产中铸坯宽度分别为1450mm、1200mm和1000mm时的不同拉速及其对应的钢水流量,在水模型实验中测定了相应条件下模型中间包液位产生漩涡的临界高度,根据相似原理得出了实际条件下中间包内产生漩涡的临界钢水液位即安全液位,对防止中间包渣卷入结晶器,提高铸坯质量有一定的指导意义。关键词:连铸;中间包;安全液位;水力学模型中图分类号:TFv777文献标识码:A文章编号:lO01—196X(2015)02—0031一o4WatermodelsimulationresearchofcriticalhotmetaldepthinthetunishYUANFang—ming(SinosteelEquipment&EngineeringCo.,Ltd.,Beijing100080,China)Abstract:AccordingtothesizeofrealtundishusedbyaSteel—makingplant,themodelwasmadeinproportionto1:3.AtheoreticalfoundationofthewatermodelsimulationisFroudenumberbetweenrealtundishandthemodeltundishachievesmatch.Thecriticaldepthwhichthewatersurfacelevelupthenozzleappearseddywasmensuratedunderthedifferentconditions,whichincludediferentslabwidthsuchas1450mm,1200mm,lO00mmanddifferentcastingspeedcorrespondinglyinpractice.Soaseriesofthecriticalhotmetaldepthundertherealconditionwerededucedaccordingtothesimilitudeprinciple.Theresearchresultscanbeusedinpracticeforpreventingthetundishslagintothemouldandimprovingthequalityoftheslabs.Keywords:continuouscasting;tundish;criticaldepth;watermodelsimulation高度会发生变化。本次研究的主要内容是在不同O前言拉速条件下中间包水口上方产生涡流的临界液面在连铸生产过程中,准备更换中间包或者在高度及其影响因素进行水力学模型的实验研究,浇铸末期时中间包内钢水液位持续下降,降低到以期实际生产中在较高拉速下浇铸时漩涡产生的某一高度时水口上方将会产生漩涡,很容易将中临界液位高度。间包覆盖渣卷入结晶器,如果卷渣被凝固坯壳前沿捕捉会直接危害铸坯质量。。。。1研究方法连铸拉速提高后,中间包内钢水的流量和流中间包实验装置的原型为国内某钢厂连铸机速增加,由此可能会造成中间包内钢水流场特征实际生产所用的中间包,采用有机玻璃制成的中的改变。其中水口上方产生漩涡的钢水液面间包水力学模型,原型与模型的几何尺寸比例为1:3,考虑原型与模型的Froude准数相等,收稿日期:2014—11—06;修订日期:2014—12—21作者简介:袁方明(1971一),男,中钢设备有限公司高级工程由此计算得出在各拉速下对应水模型单个水口的师,主要从事炼钢工程工艺设计。水流量见表1。
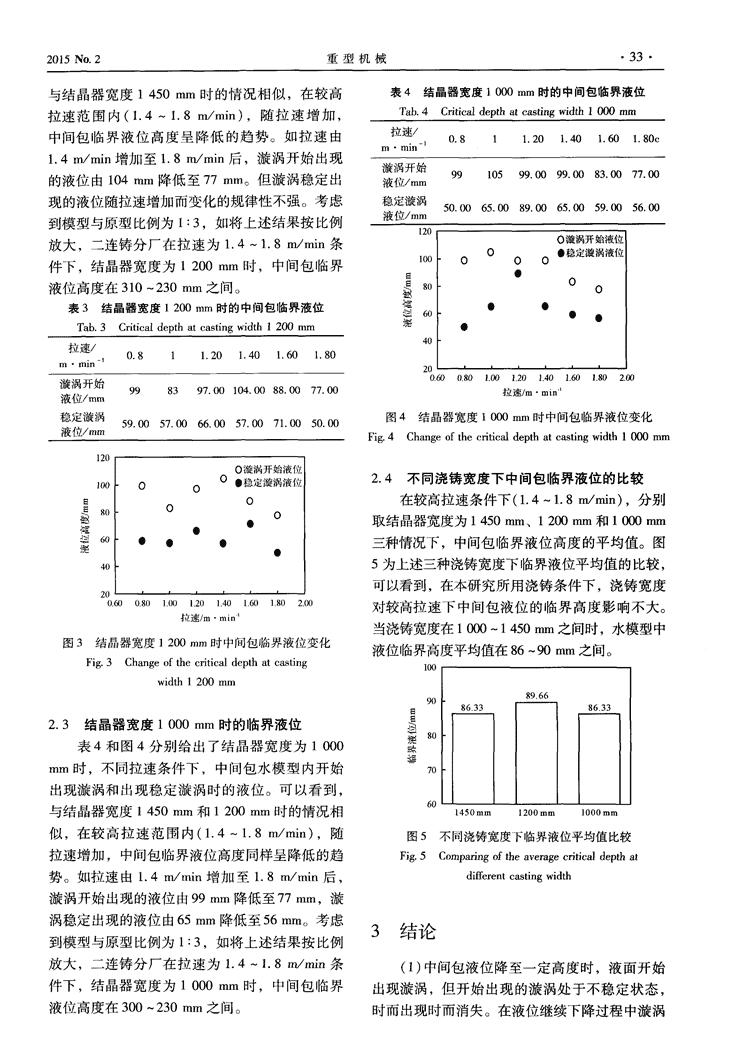
重型机械·33·与结晶器宽度1450mm时的情况相似,在较高表4结晶器宽度1000mm时的中间包临界液位Tab.4Criticaldepthatcastingwidth1000mill拉速范围内(1.4~1.8m/min),随拉速增加,中间包临界液位高度呈降低的趋势。如拉速由1.4rn/min增加至1.8m/min后,漩涡开始出现的液位由104mm降低至77mlTl。但漩涡稳定出现的液位随拉速增加而变化的规律性不强。考虑到模型与原型比例为1:3,如将上述结果按比例放大,二连铸分厂在拉速为1.4~1.8m/min条件下,结晶器宽度为1200mm时,中间包临界鲁液位高度在310~230mm之问。鑫表3结晶器宽度1200mm时的中间包临界液位播燃Tab.3Criticaldepthatcastingwidth1200mm图4结晶器宽度1000mm时中间包临界液位变化Fig.4Changeofthecriticaldepthatcastingwidth1000mm2.4不同浇铸宽度下中间包临界液位的比较丑在较高拉速条件下(1.4~1.8m/min),分别皂寇取结晶器宽度为1450ITlm、1200mm和1000n"ln1遁三种情况下,中间包临界液位高度的平均值。图烂5为上述三种浇铸宽度下临界液位平均值的比较,可以看到,在本研究所用浇铸条件下,浇铸宽度对较高拉速下中间包液位的临界高度影响不大。当浇铸宽度在1000~1450mm之间时,水模型中图3结晶器宽度1200irl/n时中间包临界液位变化液位临界高度平均值在86~90mm之问。Fig.3Changeofthecriticaldepthatcastingwidth1200mm目2.3结晶器宽度l000mm时的临界液位墨表4和图4分别给出了结晶器宽度为1000mm时,不同拉速条件下,中间包水模型内开始出现漩涡和出现稳定漩涡时的液位。可以看到,与结晶器宽度1450mm和1200mm时的情况相似,在较高拉速范围内(1.4~1.8m/min),随图5不同浇铸宽度下临界液位平均值比较拉速增加,中间包I临界液位高度同样呈降低的趋Fig.5Comparingoftheaveragecriticaldepthat势。如拉速由1.4m/rain增加至1.8m/rain后,differentcastingwidth漩涡开始出现的液位由99mm降低至77mm,漩涡稳定出现的液位由65mm降低至56mm。考虑3结论到模型与原型比例为1:3,如将上述结果按比例放大,二连铸分厂在拉速为1.4~1.8rrJmin条(1)中间包液位降至一定高度时,液面开始件下,结晶器宽度为1000mm时,中间包临界出现漩涡,但开始出现的漩涡处于不稳定状态,液位高度在300—230film之间。时而出现时而消失。在液位继续下降过程中漩涡
·34·重型机械2015NO.2经常会消失,当下降到某一高度时,开始出现稳[5]董金刚.宝钢IF钢B坯增碳规律研究[J].宝钢技定的漩涡,并一直持续到中间罐放空。术,1999(2):4—9.(2)在三种浇铸宽度下(1450mm、1200[6]BumsMT,SchadeJ.Recentdevelopmentinmeasur—ingsteelcleanlinessatArmcoSteelCompany[A].mm、1000ram),中间包液位临界高度均随拉速SteelmakingConferenceProceedings[C],Washington增加呈现降低的趋势。DC,ISS,1991:513—520.(3)浇铸宽度对较高拉速下中间包液位的临[7]KitaY,SaitoT.Refiningtechnologyforinterstitial界高度影响不大。当浇铸宽度在1000—1450freeinKakogawaWorks[A].SteelmakingConferencemm之间时,水模型中液位的临界高度平均值在Proceedings[C],TorontoISS,1990:79—88.86—90mm之间。[8]13本铁钢协会高温7o口七灭部会,日本学术振兴(4)将中间包液位临界高度按水模型与原型会制钢第19委员会反应7。口七灭研究会[A].大比例直接放大,实际浇铸条件下,在1.4~1.8量生产规模l二挡c于否不纯物元素精炼限界[C].1995:8—15.m/rain拉速条件下,中间包液位临界高度在310—230mm之间。[9]内屈秀男,木村宏.第126、127回西山纪念技术讲座[C].日本铁钢协会,1988:1—12.参考文献:[1O]冯秀梅,平增福.铝碳质浸入式水口氧化铝结瘤机[1]马衍伟,王先进.超深冲IF钢研究的最新进展理的研究[J].耐火材料,2002,36(2):83.[J].钢铁,1998,33(4):65—72.[11]DekkersR,BlanpainB,WollantsP,eta1.AMor—[2]HiroshiTakechi.Thedevelopmentofinterstitial—freephologicalComparisonbetweenInclusionsinAlumin—steelinJapan[J].ISIJIm,1994,34(1):l一1O.iumKilledSteelsandDepositsinSubmergedEntry[3]叶仲超,王石扬.IF钢中的夹杂物[J].金属学报,Nozzle[J].Steelresearch,2003,74(6):351—355.1999,35(10):1059—1066.[12]朱苗勇,肖泽强.钢的精炼过程数学物理模拟[4]马衍伟,茹铮,王先进.超深冲IF钢的生产工艺[M].北京:冶金工业出版社,1998:26.及其技术要点[J].轧钢,1998(2):6—12.'
您可能关注的文档
- 地表糙度与径流水力学参数响应规律模拟.pdf
- 水电水利工程闸门水力学和流激振动模型试验规程,DL_T5747-2017.pdf
- 水力学网上辅导材料1.doc
- 《水力学基础复习课》PPT课件.ppt
- 《水力学基本知识》PPT课件.ppt
- 天津农学院水利系水力学.ppt
- 川大学水力学课件(第七章水跃).ppt
- 水力学课件-3.4恒定流动的连续方程.ppt
- 高压蒸汽管网的水力学计算及吹扫参数确定.pdf
- 水力学 第11章渗流.ppt
- 水力学计算公式.ppt
- 水力学试验的创新之作——葛洲坝二江泄水闸分区调度运行.pdf
- INPLANT在常减压转油线水力学计算中的应用.pdf
- 从岩石水力学观点探讨水库诱发地震机理.pdf
- 水力学-第五章 明渠均匀流.ppt
- 水力学课后复习习题详解.ppt
- 水力学第9章-堰流及闸孔出流-2015.ppt
- 2012热工水力学课程设计讲解.pdf